بخش اول جوشکاری مقاومتی
آنچه در این مطلب میخوانید:
دستهبندی الکترودها بر اساس جنس- الکترود نقطه جوش-روش اجرای نقطه جوش- تنظیم و راهاندازی دستگاه نقطه جوش
الکترود نقطه جوش
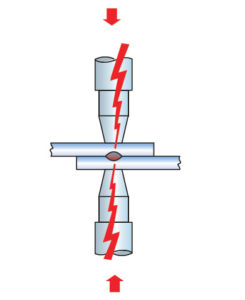
به طور معمول در دستگاه نقطه جوش از فلز مس به عنوان الکترود استفاده میشود. الکترودها وظیفهی مشخصی دارند که در شکل زیر شماتیکی از آنها نشان داده شده است.
نکته: نوک الکترود باید شکل ظاهری و خواص الکتریکی و حرارتی )هدایت الکتریکی و حرارتی( خود را حین شرایط کاری حفظ کند. به همین دلیل نوک الکترودها را از آلیاژ های مس و دیگر آلیاژها میسازند.
دسته بندی الکترود ها بر اساس جنس
انجمن تولیدات جوش کاران مقاومتی (RWMA)نوک الکترود نقطه جوش را در دو گروه دسته بندی کرده است.
گروه A: جنس این گروه از الکترودها مس و آلیاژ مس می باشد
نوع 1، نوع 2، نوع 3، نوع 4، نوع 5
گروه B: جنس این گروه از الکترودها فلزات دیرگداز می باشد
نوع 10 ، نوع 11 ، نوع 12 ، نوع 13
جدول زیر تفاوت بین این دو گروه از الکترود های فوق را نشان می دهد:

دسته بندی الکترودها از لحاظ شکل ظاهری
جدول زیر دسته بندی الکترودها را از لحاظ شکل ظاهری نشان میدهد:

دسته بندی الکترودهای نقطه جوش از لحاظ ظاهری
روش اجرای نقطه جوش
1 – آماده سازی ورق: قبل از شروع جوش کاری سطوح قطعات فلزي را بايد از چربي، كثيفي و آلودگي زدود و كاملاً تميز نمود زيرا اين عوامل مانع از ایجاد اتصال بین قطعات میشوند. در جدول زیر عوامل، اثرات آنها و راه تمیزکاری شرح داده شده است:
| نوع لایه مزاحم | اثر مخرب در جوش | روش حذف و تمیز کاری |
|---|---|---|
| اکسید سطحی | افزايش شدت جريان مورد نياز، چسبيدن الكترود به سطح قطعه، آلوده شدن سطح الكترود | تميزكاري مكان كيي مانند برس زدن و سنباده زدن |
| چربی | ايجاد حباب در جوش | تميزك اري با پارچه تنظيف و تميزكاري با مواد شيميايي مجاز(براي حذف لايه هاي ضخيم) |
| رنگ | نقطه جوش ضعيف، ظاهر نامناسب جوش | تميزكاري مكانیکی و شيميايي |
2 – تنظیم و راه اندازی دستگاه نقطه جوش: مراحل تنظیم و راه اندازی دستگاه نقطه جوش عبارت اند از:
کنترل اجزای دستگاه نقطه جوش
1 کنترل الکترود شکل و زاویه الکترود
2 کنترل هم راستایی الکترودها
3 کنترل شلنگ آبگرد و اتصال آن به الکترود و خروجی آب
تنظیم پارامترهای دستگاه
- تنظیم شدت جریان
2.تنظیم زمان نگهداری
- تنظیم نیروی اعمالی )فشار(
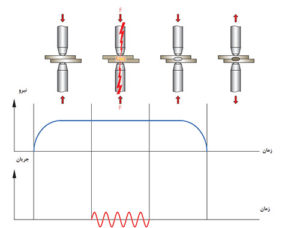
3-ایجاد اتصال
همان طور که قبلاً ذکر شد، ایجاد اتصال در فرایند نقطه جوش در چهار سیکل صورت می پذیرد. شکل زیر
سیکلهای فرایند نقطه جوش را نشان میدهد.