
مبانی جوشکاری (بخش سوم)
مبانی جوشکاری(بخش سوم)
انواع اتصالات جوشکاری
آماده کردن لبهها
اصطلاحات جوشکاری
الکترود روپوشدار
- وظایف روپوش الکترود
- آنالیز استاندارد انواع الکترودهای روپوشدار
- نحوهی نامگذاری الکترودها مطابق استاندارد AWS
- الکترودهای پرمصرف
انواع اتصالات جوشکاری
دو قطعه جوش شونده نسبت به همدیگرحالتهای مختلفی گرفته و انواع اتصال را به وجود میآورند، که عبارت است از:
- اتصال لب به لب Butt joint
- اتصال روی هم Lap joint
- اتصال سپری Tee joint
- اتصال گوشه ای Corner joint
- اتصال لبه ای Edge joint
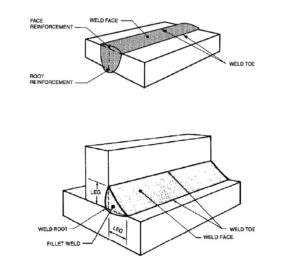
در اتصال لب به لب قطعات جوش شونده با پخ یا بدون پخ (با فاصله یا بدون فاصله)کنار هم قرار گرفته و از یک لب به هم جوش میشوند. در اتصال روی هم هر قطعه از یک لبه روی دیگری قرار گرفته واز همان لبه جوش میشود. در اتصال سپری و اتصال گوشه ای که به آنها اتصال گونیایی یا جوش گوشهای نیز گفته میشود . یکی از قطعات عمود بر دیگری قرار گرفته و زاویه تشکیل شده بین آنها از یک طرف یا از دو طرف جوش داده میشود . در اتصال لبهای یا اتصال پیشانی، دو قطعه روی هم قرار گرفته و از یک لبه انتهایی به هم جوش میشوند.

انواع اتصالات جوشکاری و اصطلاحات بکار رفته Aساق جوش،Áساق جوش کوچکتر(برابر با اندازه جوش)Bرویه،Cریشه،Dپنجه،Eگلویی،F(نفوذ،برابر با اندازه جوش)،Gگرده رویه،Hگرده ریشه،Iاندازه جوش
آماده کردن لبهها
دو قطعه جوش شونده ممکن است بصورت ساده کنار هم قرار گیرند ویا اینکه لبههای جوش شونده تحت زوایایی تراشیده شوند (پخ زده شوند). تراش وفرم دهی لبه ها را آماده کردن لبهها میگویند وبا توجه به نحوه آمادگی، جوشهای مختلفی بدست میآید که عبارتنداز ساده، جناغی و نیم جناقی، لالهای و نیم لالهای، گوشهای ساده یا گلویی که هر یک از آنها میتواند بطور یک طرفه ویا دو طرفه انجام شود.
اصطلاحات جوشکاری
هر خط جوش را یک پاس مینامند. هر چند پاس که کنار هم جوش داده شده وقشری از مقطع جوش را تشکیل دهد، لایه جوش مینامند . به لایه اول جوش ریشه و به لایه آخر گرده جوش میگویند . عمقی از فلز اصلی که جوش با فلز اصلی در هم آمیخته، نفوذ جوش است.در جوش گوشه ای اگر مثلث محاط در جوش مثلث متساوی الساقین باشد بهتر است ودر جوش گوشهای دو ضلع متساوی مثلث را ساق جوش وارتفاع مثلث را گلویی جوش میگویند. گلویی جوش تقریباً 0.7 ساق جوش است. زاویه لبه هر قطعه را زاویه پخ و زاویه بین دو قطعه که کنار هم قرار دارند را زاویه شیار میگویند.
انواع نامگذاری ها در جوشکاری.
الکترود روپوش دار
الکترود روپوش دار از دو قسمت هسته و پوشش تشکیل شده است. اکثراً مقطع هستههای الکترود گرد میباشد. جنس هسته الکترودها آهنی یا غیرآهنی(مثل مس، نیکل، کبالت و …) میباشد. هستههای آهنی 80% هستهها را تشکیل میدهند و عبارتند از :
فولادهای آلیاژی
فولادهای زنگنزن
فولادهای ساده کم کربن
مواد بکار برده شده در پوشش الکترود :
- ترکیبات سلولزی : این ترکیبات گاززا هستند و ضمن استفاده میسوزند و تولید CO2 و… میکنند که بر مذاب اثری ندارند ضمناً خاصیت احیاء کنندگی هم دارند و خاصیت خمیری به پوشش الکترود میدهند.
- ترکیبات سربارهسا ز: مواد معدنی، اکسیدها و … اضافه میشوند و به آنها روپوش روتیلی نیز میگویند.
- ترکیبات اکسیژنزدا: این ترکیبات کار فسفرزدایی و سولفورزدایی را هم انجام میدهند.
- چسب: عمدتاً سیلیکات سدیم و پتاسیم استفاده میشود و در پایداری قوس هم نقش دارند و خیلی زود یونیزه میشوند و به پوشش الکترود هم استحکام میدهند.
- پودر آهن: سختی را زیادتر میکند و روی شرایط انجماد و ساختار جوش اثر میگذارد و از طریق ضخیم بودن جوش میفهمیم که پوشش پودر آهن داشته است.
وظایف روپوش الکترود
- ایجاد سرباره : محافظت در برابر سرد شدن سریع فلز جوش و محافظت در مقابل تأثیرات منفی هوا.
- پایداری قوس: موادی در پوشش الکترود هستند که به راحتی یونیزه شده و باعث پایداری قوس میشوند.
- تصفیه مذاب و جذب ناخالصیها مثل اکسیژن، گوگرد و …
- کنترل ترکیب شیمیایی جوش : معمولاً مواد آلیاژی به پوشش الکترود اضافه می شود که وارد فلز جوش شده و به صورت مختلف روی خواص جوش تأثیر میگذارند.
آنالیز استاندارد انواع الکترودهای روپوشدار
الف ) الکترودهای سلولزی : در این نوع الکترودها قوس بسیار نافذ )عمق نفوذ جوش خوب( و پاشیدگی نسبتاً زیاد، سطح جوش خشن و ناهموار میباشد. بدلیل اینکه پوشش الکترودها عمدتاً از مواد سوختنی و کربنی تشکیل شده است، دارای سرباره نازک هستند. ترجیحاً در این نوع الکترودها از جریان DC استفاده میشود. برای جوشکاری در تمام حالات مناسب هستند.
ب ) الکترود روتیلی: جوشکار مبتدی به راحتی میتواند با این نوع الکترودها جوشکاری کند. سرباره به راحتی جدا میشود. نفوذ و خواص مکانیکی جوش حاصل از آن متوسط است. بیشتر در کارهای غیر مهندسی (صنایع در و پنجره سازی) استفاده میشود.
ج ) الکترود قلیایی: مهمترین نوع الکترود از نظر متالورژیکی هستند. بدلیل رطوبت کم در پوشش الکترود به الکترودهای کم هیدروژنی نیز معروف هستند و برای جوشکاری فولادهای کم آلیاژی که در مقابل ترک برداشتن منطقه مجاور جوش حساس هستند بسیار مناسب می باشند. ترجیحاً از جریان DC استفاده میشود، سرباره به راحتی جدا نمیشود ولی از نظر خواص مکانیکی به ویؤه مقاومت به ضربه خیلی خوب است. بیشتر در سازههای مهندسی استفاده میشوند و در تمام وضعیتها و جریان AC/DCEPاستفاده میشوند و از این نوع الکترود برای جوش با کیفیت بالا استفاده میشود. در اثر استفاده از این نوع الکترودها، عیب بریدگی در کنار جوش کمتر مشاهده میشود.
د ) الکترود اسیدی: پوشش این نوع الکترود بیشتر سیلیکات آهن و منگنز است. سرباره ضخیم و سنگین است و جوشکاری ساده است، و از جریان AC و DC میتوان استفاده کرد. نفوذ آن کم است و بدلیل میزان ناخالصی و عیوب نسبتاً بالا کمترین خواص مکانیکی را دارد. این نوع الکترود بیشتر برای رفع عیوب قطعات ناشی از ریختهگری استفاده میشود. الکترود با پوشش اسیدی، جوش بسیار هموار و براق تولید میکند و سرباره به راحتی از روی جوش جدا میشود و به همین دلیل جوشکاران تمایل زیادی برای کار با آن دارند. ضمناً برای جوشکاری در تمامی حالات جوشکاری مناسب میباشد.
ه ) الکترود اکسیدی: همانند الکترود اسیدی است فقط اکسید آهن آن بیشتر است. استحکام کمتری نسبت به جوش حاصل از الکترودهای دیگر دارد. مقدار نفوذ جوش آن کم است.
نحوه نامگذاری الکترودها مطابق استاندارد AWS
- در این سیستم برای شناسایی الکترودها از یک حرف E به معنای الکترود و یک عدد 4 رقمی و یا 5 رقمی استفاده میشود.
- دو رقم اول از سمت چپ EXXXX در الکترود های 4 رقمی و سه رقم اول از سمت چپ EXXXXX در الکترود های 5 رقمی نشان دهنده استحکام کششی جوش بر حسب واحد پوند بر اینج مربع psi ضربدر عدد 1000 میباشد.
- رقم دوم از سمت راست نشان دهنده حالت جوشکاری میباشد.
عدد 1 تمام حالات- عدد 2 حالت تخت و افقی- عدد 3 حالت تخت، عدد 4 تمام حالات بجز عمودی سربالا
- رقم اول از سمت راستEXXXX نشان دهنده جنس روپوش و نوع جریان مصرفی میباشد.
الکترودهای پر مصرف
برای آشنایی با چند الکترود که در کاربردهای ساختمانی و صنعتی به عنوان الکترود پر مصرف قلمداد میشوند، ارائه میگردد.
- E6010(روپوش سلولزی(:برای جوشکاری DCEP(جریان مستقیم قطب معکوس) بکار برده میشود. این الکترود برای جوشهای عمودی و سقفی و در ورقهای نازک فلزی در هر حالت مناسب است. این نوع الکترود جوش با نفوذ عمیق دارد و تمایل به ایجاد بریدگی کناره جوش دارد که در صورت وقوع این پدیده میبایست آمپر یا شدت جریان جوشکاری را کاهش داد. جائی که کیفیت سطح رسوب جوش حائز اهمیت است، بخصوص پاس ریشه در جوشکاریهای چند پاسه و جائی که نیاز به پرتونگاری است، این الکترود توصیه میشود. ضخامت پوشش الکترود E6010 حداقل در نظر گرفته میشود تا جوش دادن در حالت عمودی و سقفی آسان باشد.
- E6013 (روپوش روتیلی(این الکترود برای جوشکاری در تمام حالات با جریان متناوب یا جریان مستقیم، اتصال مستقیم یا معکوس(AC/DCEN/DCEP) طراحی شدهاند. الکترود E6013 حداقل پاشیدگی ایجاد میکند و کمترین بریدگی کناره را بوجود میآورند. این نوع الکترودها برای جوشکاری فلزات نازک مناسب هستند و در مواقعی که جوش فولاد کربنی با کیفیت بالا مورد نظر است و جوش با پرتونگاری مورد بازرسی قرار میگیرد، استفاده میشود. همچنین این الکترودها بدلیل مقعر و گرد بودن جوش و پاک شوندگی آسان سرباره به راحتی برای جوشهای شیاری استفاده میشوند.
- E7080(روپوش قلیایی(پر مصرفترین الکترود کم هیدروژن است و برای جوشکاری در همه حالتها با جریان متناوب یا جریان مستقیم قطب معکوس (AC/DCEP ) مناسب است و 25 تا 45 درصد پودر آهن در روپوش دارد. کاربرد اصلی این الکترود برای فولادهای سخت جوش پرگوگرد و پر کربن و فولادهای کم آلیاژ با مقاومت زیاد میباشد. برای جوشکاری با الکترود E7018 قوس کوتاه لازم است که برای جوشکاران غیر ماهر آسان نیست. از ویژگیهای این الکترود میتوان به جوش صاف، قوس آرام، نفوذ کم )به داخل فلز مبنا(، پاشش خیلی کم و سرعت جوشکاری زیاد اشاره کرد.








دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)