تجهیزات جوشکاری تیگ
تجهیزات جوشکاری تیگ
پیکربندی
برای انجام فرآیند جوشکاری تیگ(TIG ) و کارکرد کامل آن به تجهیزاتی متشکل از قطعات مختلف با عملکرد جداگانه خود نیاز دارید.
تجهیزات جوشکاری TIG عمدتاً شامل موارد زیر است:
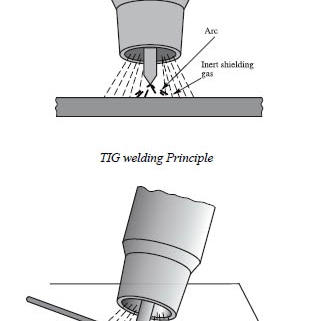
- یک مشعل TIG که ابزاری است که جوشکار برای کنترل قوس استفاده می کند.
- منبع تغذیه ای که قادر به تامین جریان جوشکاری لازم باشد.
- یک واحد TIG با سیستم های کنترل داخلی که تنظیم جریان جوشکاری، شروع قوس و غیره را ممکن می سازد.
- سیلندر گاز محافظ با شیر کاهنده فشار و فلومتر.

پیکربندی تجهیزات جوشکاری تیگ
1. کابل برای جریان جوش
.2 کابل برای جریان جوش
3. کابل کنترل برای واحد TIG
4. گاز محافظ
5. کابل برای جوشکاری کابل TIG
مشعل
6. کابل کنترل برای مشعل TIG
7 . کابل جوش با قطبیت +
بسیاری از دستگاه های جوش TIG به گونه ای ساخته شده اند که منبع تغذیه و واحد TIG یک واحد هستند.

منبع تغذیه و واحد TIG در یک واحد
مشعل(تورچ) تیگ TIG
هدف اصلی مشعل (تورچ) تیگ انتقال جریان جوش و گاز محافظ به جوش است.

تورچ تیگ
مشعل TIG بر اساس دسته جوش و سر مشعل که با مواد عایق الکتریکی پوشانده شده است ساخته شده است.
دسته مشعل معمولاً دارای یک کلید برای روشن و خاموش کردن جریان جوش و گاز محافظ است.
- سر مشعل
- دسته
- سوئیچ کنترل
- کلاهک الکترود
- حلقه آب بندی
- کلت الکترود
- سپر حرارتی
- بدن کلت
- نازل گاز

TIG welding torch
کلت الکترود شکافته می شود تا بتواند در هنگام سفت شدن کلاهک الکترود، فشرده شود تا در اطراف الکترود محکم شود.
به منظور جلوگیری از بار جریان بیش از حد سنگین بر روی الکترود، مشعل به گونه ای ساخته شده است که انتقال جریان به الکترود بسیار نزدیک به نقطه الکترود انجام شود.
درپوش بلند مشعل، که در نقاشی نشان داده شده است، می تواند با یک نسخه کوتاه تر تعویض شود تا از مشعل در مناطق محدود استفاده شود.
با این حال، کلاهک معمولا آنقدر بلند است که می تواند یک الکترود با طول معمولی را بپوشاند.
مشعلهای TIG در اندازهها و طرحهای مختلف با توجه به حداکثر بارهای جریان مورد نیاز و شرایطی که قرار است از مشعل استفاده شود موجود است.
اندازه مشعل همچنین به ظرفیت خنک کنندگی آن در حین جوشکاری بستگی دارد.
خنک کننده مشعل TIG
برخی از مشعل ها به گونه ای ساخته شده اند که این گاز محافظ جاری است که مشعل را خنک می کند.
با این حال، مشعل همچنین گرما را به هوای اطراف می دهد.
مشعل های دیگر با لوله های خنک کننده ساخته می شوند. مشعل های آب خنک عمدتاً برای جوشکاری با شدت جریان بیشتر و جوشکاری AC استفاده می شوند.
معمولاً یک مشعل TIG خنکشده با آب کوچکتر از یک مشعل هوا خنک است که با حداکثر شدت جریان طراحی شده است.
برخی از مشعل های جدید TIG همچنین دارای یک ماشه بر روی دسته مشعل برای کنترل جریان جوش در حین جوشکاری هستند.
نازل گاز
عملکرد نازل گاز هدایت گاز محافظ به پایین در اطراف ناحیه جوشکاری و در نتیجه جایگزینی هوای اتمسفر است.
نازل گاز روی مشعل TIG پیچ می شود تا در صورت نیاز بتوان آن را تعویض کرد. معمولاً از یک ماده سرامیکی ساخته می شود که می تواند گرمای عظیم را تحمل کند.
اندازه نازل گاز اغلب با عددی نشان داده می شود که به قطر داخلی دهانه در 1/16 اینچ اشاره دارد.
مثال
یک عدد نازل گاز 4 دارای قطر داخلی 4/16 اینچ مربوط به 6.4 میلی متر است.
لنز گازی
نوع دیگری از نازل گاز، عدسی گازی است که به گونه ای ساخته شده است که گاز محافظ از یک شبکه سیمی عبور می کند تا جریان گاز در فواصل طولانی تر پایدارتر شود.
مزیت جریان طولانی گاز این واقعیت است که الکترود می تواند خروجی طولانی تری داشته باشد و در نتیجه به جوشکار اجازه می دهد دید بهتری از حوضچه جوش داشته باشد. همچنین با استفاده از دیفیوزر گاز می توان مصرف گاز محافظ را کاهش داد.

جریان گاز محافظ
منبع برق
منابع برق برای جوشکاری تیگ معمولا دارای ولتاژ مدار باز حدود 70 تا 80 ولت هستند.
برای جوشکاری با جریان مستقیم از منبع تغذیه ای استفاده می شود که جریان متناوب منبع تغذیه 400 ولت را به خروجی مناسب برای فرآیند TIG یکسو می کند و در عین حال شدت جریان را به سطح تعیین شده توسط جوشکار در دستگاه جوش تغییر می دهد.
دستگاه های جوش مدرن قادر به جوشکاری در حالت DC هستند یا برخی از واحدها هر دو حالت AC و DC را ارائه می دهند.
جعبه های TIG
سیستم کنترل تجهیزات تیگ می تواند بسیار ساده یا بسیار پیشرفته با عملکردهای مختلف باشد.
در ساده ترین نسخه آن فقط جریان جوش کنترل می شود و گاز محافظ توسط یک دریچه کوچک روی تورچ تیگ روشن/خاموش می شود.
جعبه های TIG پیشرفته تر می توانند گاز محافظ را کنترل کنند بنابراین قبل از مشتعل شدن قوس به محل جوش هدایت می شوند و قطع شدن گاز محافظ را پس از قطع جریان جوش به تاخیر می اندازند.
این بدان معنی است که الکترود تنگستن و مخزن جوش نیز در طول دوره خنک شدن از هوای جو محافظت می شوند.
علاوه بر این، جعبه TIG معمولاً دارای یک سیستم جرقه زنی است تا از خراشیدن الکترود روی قطعه کار و در نتیجه آسیب رساندن به نقطه الکترود جلوگیری شود.
این سیستم جرقه زنی می تواند یک واحد فرکانس بالا (HF) باشد که فرکانس را به 2 تا 4 میلیون دوره در ثانیه و ولتاژ را به چندین هزار ولت افزایش می دهد.
فرکانس و ولتاژ بالا باعث ایجاد جرقه بین نقطه الکترود و سطح قطعه کار می شود که قوس را منتقل می کند.

احتراق با فرکانس بالا
فرکانس و ولتاژ بالا باعث ایجاد جرقه بین نقطه الکترود و سطح قطعه کار می شود که قوس را منتقل می کند.
نوع دیگری از کنترل اشتعال می تواند یک واحد گنجانده شده باشد که می تواند جریان اتصال کوتاه را در لحظه احتراق محدود کند، به طوری که هنگام شروع جوشکاری، نقطه الکترود تنگستن را می توان مستقیماً بدون چسبیدن روی قطعه کار قرار داد. هنگامی که الکترود از قطعه کار بلند می شود، کنترل شدت جریان جوش را افزایش می دهد و در نتیجه قوس را مشتعل می کند.
این نوع کنترل دارای نامهای متعددی است، به عنوان مثال LIFT ARC یا LIFTING.

احتراق با روش LIFT.
سایر امکانات برای کنترل اشتعال عبارتند از:
کنترل شیب که امکان برنامه ریزی از پیش افزایش جریان جوش هنگام شروع جوشکاری و کاهش جریان جوش هنگام توقف جوش را فراهم می کند. کنترل شیب به ویژه در انتهای جوش برای کمک به حذف تخلخل و انقباض سوراخ ها اهمیت دارد.
ضربان جریان به این معنی است که دو سطح جریان جوشکاری از قبل برنامه ریزی شده اند. اینها جریان پالس و جریان پایه هستند. جریان پایه فقط برای حفظ قوس کافی است.
همجوشی مواد پایه زمانی انجام می شود که جریان پالس وجود داشته باشد و حوضچه جوش زمانی که جریان پایه وجود دارد اما قوس حفظ می شود خنک می شود.
دوره های جریان پالس و پایه نیز قابل کنترل هستند.
هنگامی که جوشکاری با حالت جوشکاری پالسی انجام می شود، جوش در اصل یک ردیف جوش نقطه ای است که بسته به سرعت جوشکاری به میزان بزرگتر یا کوچکتر روی هم قرار دارند.
بسیاری از ماشینهای دو جریان مجهز به عملکرد کنترلی هستند که امکان اصلاح منحنی جریان متناوب را به منظور ایجاد مربع بیشتر و همچنین اصلاح تعادل بین نیم دورههای مثبت و منفی را ممکن میسازد.
این احتمالات کنترلی هنگام جوشکاری TIG آلومینیوم، منیزیم و آلیاژهای آنها بسیار سودمند هستند.
همچنین بخوانید: روش و کاربرد جوشکاری تیگ

 کاری
کاری