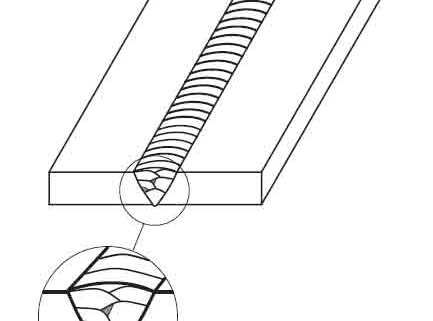
انواع خطا در جوش لب به لب جوشکاری تیگ
معرفی
توسعه فن آوری به این معنی است که تقاضاهای سنگین تری برای مواد فولادی ایجاد می شود و بنابراین مواد جدید با استحکام کششی بهبود یافته به طور مداوم در حال توسعه هستند.
استفاده از این مواد جدید باعث کاهش ابعاد مواد می شود به طوری که زمانی که قبلاً مجبور بودید از صفحات 8 میلی متری استفاده کنید اکنون فقط از صفحات 6 میلی متری برای به دست آوردن همان استحکام استفاده می کنید.
هنگام ساخت جوش لب به لب، اگر ابعاد مواد کاهش یابد، سطح جوش نیز کاهش می یابد.
توسعه باعث افزایش تقاضا برای کیفیت جوش فردی و به طور کلی ساخت و ساز جوش شده می شود.
افزایش تقاضا برای جوشکاری به این معنی است که جوشکاری TIG بیشتر مورد استفاده قرار می گیرد.
خواسته های کیفیت در وهله اول بر عهده مهندسان، تکنسین های جوشکاری و جوشکار خواهد بود.
مهندس مسئول طراحی ساختمان است.
تکنسین های جوشکاری مسئول انتخاب روش صحیح جوشکاری، شرح مشخصات روش جوشکاری و کنترل داخلی هستند.
جوشکار کار واقعی جوش را انجام می دهد و بنابراین مسئولیت کیفیت جوش ها بر عهده اوست.
حتی اگر همه طرف های درگیر در کار خود بسیار مراقب باشند، خطاهای جوشکاری رخ می دهد.
بنابراین جوشکار لزوماً مقصر خطاها نیست، اما این یک واقعیت است که در این فرآیند خطا رخ می دهد.
بخش های زیر به خطاهایی می پردازد که جوشکار در هنگام جوشکاری لب به لب جوشکاری TIG روی آن تأثیر می گذارد.
تعیین و تعاریف خطاهای جوشکاری DS/ISO 6520
DS/ISO 6520 یک استاندارد دانمارکی و بین المللی است که عناوین و تعاریف خطاهایی را که در جوشکاری رخ می دهد را نشان می دهد.
استاندارد همه انواع خطاها را فهرست می کند، از جمله آنهایی که نمی توان آنها را به صورت بصری کنترل کرد.
انواع خطاها به شش گروه اصلی زیر تقسیم می شوند:
- ترک
- تخلخل ها
- شامل
- عدم ادغام و عدم نفوذ
- شکل ناقص
- خطاهای مختلف که به هیچ یک از آنها تعلق ندارد
گروه های بالا
استاندارد انواع مختلف خطاها را در ستون ها با توضیحات و تصاویر نشان می دهد.

استاندارد انواع مختلف خطا
ستون 1 هر نوع خطا را با یک عدد نشان می دهد.
ستون 2 گروهی از حروف را نشان می دهد که به ارزیابی رادیوگرافی IIW (موسسه بین المللی جوشکاری) اشاره دارد.
ستون 3 نشان دهنده تعیین خطا در زبان دانمارکی، انگلیسی و فرانسوی است. نام آلمانی در ضمیمه B آمده است.
ستون 4 توضیح به زبان انگلیسی را نشان می دهد.
ستون 5 توضیح را به زبان دانمارکی نشان می دهد.
ستون 6 تصویری از خطا در صورت نیاز به توضیح بیشتر.
DS/ISO 6520 هیچ الزامی برای اندازه خطاها ارائه نمی کند و بنابراین برای ارزیابی جوش مناسب نیست.
ارزیابی بصری با نشان دادن علامت گذاری طبق DS/R 325 انجام می شود.
علامت گذاری ارزیابی رادیوگرافی را می توان بر اساس جدول ارزیابی رادیوگرافی IIW ارائه کرد.
خطاهای جوشکاری
ترک ها
ترک در ارتباط با جوشکاری TIG به ندرت دیده می شود، اما ممکن است به صورت ترک های عمودی یا افقی ایجاد شود.
ترک ها می توانند در فلز جوش، ناحیه تحت تاثیر حرارت یا در فلز اصلی ایجاد شوند.

رایج ترین نوع ترک در جوشکاری TIG ترک های دهانه انتهایی هستند که اصطلاحاً به آن ترک های دهانه می گویند.
دلیل ایجاد ترک می تواند موارد زیر باشد:
- استفاده اشتباه یا عدم استفاده از تسهیلات شیب به پایین
- بخیه های خیلی کوچک یا خیلی کم
- دستور جوش اشتباه
- سرد شدن خیلی سریع ناحیه جوش
- گرمایش پیش و پس از آن اشتباه بوده یا وجود ندارد
رفتار
حفره ها
طبق استاندارد DS/ISO 6520 حفره ها به عنوان حفره هایی در جوش به دلیل گازهای به دام افتاده تعریف می شوند.
به دلیل احتمال زیاد بروز این خطا، اغلب در جوش های TIG حفره هایی یافت می شود.

دلیل تشکیل تخلخل ها می تواند موارد زیر باشد:
- نداشتن یا ناخالص بودن گاز محافظ
- نظافت ناکافی لبه های شیار و
مواد پرکننده
- تنظیم نادرست جریان محافظ
گاز
- شیب اشتباه مشعل
- اندازه نازل گاز اشتباه است
- وقفه خیلی سریع محافظ
گاز در انتهای جوش
- بادکش ناشی از اگزوز به اشتباه قرار داده شده است
واحد
- اتصالات شلنگ نشتی
- تهویه ناکافی مشعل TIG از قبل
جوشکاری
حفره انقباض
حفره انقباضی حفره ای است که در انتهای جوش ایجاد می شود.

این خطا زمانی رخ می دهد که فلز جوش خیلی سریع جامد شود.
می توان با شیب تدریجی جریان جوشکاری که باعث می شود فلز جوش با سرعت کمتری جامد شود، از آن جلوگیری کرد.
گنجاندن فلزی
گنجاندن تنگستن یک مشکل خاص برای جوشکاری TIG است.
وجود تنگستن در جوش ممکن است باعث ایجاد ترک شود زیرا تنگستن ضریب انبساط دیگری نسبت به فولاد دارد.

دلایل این گنجاندن تنگستن می تواند موارد زیر باشد:
- نقطه الکترود تنگستن حوضچه جوش یا لبه های شیار را لمس کرده است.
- نقطه الکترود دارای زاویه تیز کردن اشتباه است.
- نوع و ابعاد الکترود نادرست است.
- بیرون زدگی خیلی طولانی.
عدم فیوژن و نفوذ
عدم ذوب و نفوذ خطایی است که زمانی رخ می دهد که همجوشی بین فلز جوش و فلز اصلی یا بین پاس های جوش ناکافی باشد.
فقدان فیوژن نیز ممکن است در پایین اجرا رخ دهد. خطا در جوشکاری TIG به دلیل قابلیت نفوذ زیاد این روش زیاد نیست.

عدم ادغام و نفوذ ممکن است ناشی از موارد زیر باشد:
- شدت جریان خیلی کم
- زاویه شیب اشتباه مشعل TIG
- تغذیه بیش از حد سیم پرکننده
- ابعاد خیلی بزرگ سیم پرکننده
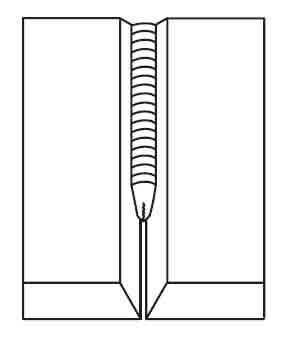
عدم همجوشی در ریشه جوش
این خطا زمانی رخ می دهد که نفوذ root run کامل نباشد. این خطا در جوشکاری TIG به دلیل قابلیت نفوذ زیاد این روش چندان رایج نیست.
عدم همجوشی در ریشه جوش
این خطا زمانی رخ می دهد که نفوذ root run کامل نباشد. این خطا در جوشکاری TIG به دلیل قابلیت نفوذ زیاد این روش چندان رایج نیست.

عدم همجوشی در ریشه جوش می تواند ناشی از موارد زیر باشد:
- تطبیق اشتباه آماده سازی جوش.
- “ریشه دماغه” خیلی بزرگ (نافذ کردن کف V-prep با آسیاب کردن کافی نیست)
- شدت جریان جوشکاری خیلی کم
- زاویه شیب اشتباه مشعل TIG
- ابعاد سیم خیلی بزرگ
آندرکات
یک آندرکات معمولاً در ناحیه بین فلز جوش و فلز اصلی ظاهر می شود و می تواند هم در قسمت جلو و هم در پشت رخ دهد.

آندرکات می تواند ناشی از موارد زیر باشد:
- شدت جریان جوشکاری بسیار بالا
- قوس خیلی بلند
- زاویه شیب اشتباه مشعل TIG
- نداشتن سیم پرکننده
- تغذیه سیم پرکننده در محل نامناسب
مازاد مواد جوش
مواد جوش بیش از حد باعث ضعف ساختار جوشی مشابه اثرات زیر برش می شود.
علاوه بر این، مقدار بیش از حد سیم پرکننده استفاده می شود که به معنای هزینه های جوشکاری غیر ضروری است.
مواد جوش بیش از حد بیشتر به دلیل تغذیه بیش از حد سیم پرکننده است.
نفوذ بیش از حد
نفوذ بیش از حد خطایی است که زمانی رخ می دهد که فلز جوش از طریق ریشه جوش ساخته شده از یک طرف بیرون بزند و در جایی که فلز جوش و فلز اصلی به هم می رسند، استحکام جوش را ضعیف می کند.
نفوذ بیش از حد ریشه می تواند ناشی از موارد زیر باشد:
- جریان جوشکاری خیلی زیاد
- “ریشه بینی” خیلی بزرگ (بلانت ناکافی
پایین V-prep با آسیاب)
- تغذیه اشتباه سیم پرکننده
- جوشکاری بیش از حد داغ دو راه میانی و بسته شدنی
آماده سازی ناقص پر شده
پر شدن ناقص آماده سازی یک کانال در فلز جوش به دلیل رسوب ناکافی فلز جوش است.
آماده سازی جوش ناقص می تواند ناشی از موارد زیر باشد:
- تغذیه ناکافی سیم پرکننده
- تغذیه اشتباه سیم پرکننده
- جوشکاری خیلی داغ
تقعر ریشه
یک شیار کم عمق به دلیل انقباض جوش لب به لب در ریشه زمانی که فلز جوش جامد می شود.


















