
عملیات حرارتی در جوشکاری
عملیات حرارتی در جوشکاری و عیوب جوشکاری
عملیات حرارتی در جوشکاری
1.پیش گرمایش
برای اجتناب از ترک خوردن نقاط سخت شده در منطقه تاثیر حرارت، قبل از جوشکاری از پیش گرمایش استفاده میشود. پیش گرمایش عبارتست از گرم کردن قطعات مورد جوشکاری قبل از شروع جوشکاری.
پیش گرمایش دارای فواید زیر است:
.1 جلوگیری از ساختار میکروسکوپی سخت در منطقه تاثیر حرارت.
.2 کمک به پراکنده کردن هیدروژن از اتصال.
.3 جبران قابلیت حرارتی زیاد.
.4 کاهش تنش باقیمانده.
2.پس گرمایش( تنش زدائی )
در قطعات جوش شده بعلت ممانعت فلز مبنا حین انجماد جوش، تنشهای باقیمانده زیادی بوجود میآید و حوضچه مذاب بسرعت منجمد میشود و منقبض میگردد. فلز مبنا با این انقباض مقابله میکند و در نتیجه هم در جوش و هم در فلز مبنا تنش بوجود میآید. این تنش ممکن است به اندازه تنش تسلیمی خود جنس فلز اصلی برسد و وقتی که با تنشهای ناشی از بارگذاری عادی ترکیب شود، تنش منتجه از تنش مجاز یا تنش طراحی تجاوز کند.
متداولترین روش تنش زدایی، عملیات حرارتی پس از جوشکاری است. در این نوع عملیات حرارتی بایستی افزایش و کاهش درجه حرارت تدریجی بوده وبا سرعتی باشد که از یکنواختی درجه حرارت سرتاسر قطعه اطمینان حاصل شود. در موقع تنش زدائی بایستی قطعه آزادی انبساط و انقباض داشته باشد در غیر این صورت تنش های اضافی که به قطعه وارد میشود، ممکن است از تنشهای اولیه مورد نظر بیشتر باشد.
3.پیچیدگی
تنش های بوجود آمده در یک قطعه فولادی ضمن نورد در کارخانه سازنده، بوسیله برشکاری ، فرم و شکل دادن قبل از جوشکاری و بوسیله سیکل حرارتی فرآیند جوشکاری بسیار زیاد و متغیر میباشد . این تنشها و تابیدگی هارا میتوان به دو طبقه تقسیم نمود:
الف-تنشها و تابیدگیهای موجود در قطعه حین انجام عملیات جوشکاری که این تنشها و تابیدگیهاگذرا یا موقت هستند.
ب- تنشها و تابیدگیهائی که بعد از آنکه قطعات جوش داده شده سرد گردیده و به درجه حرارت عادی میرسند باقی میمانند.
این دو طبقه در مقدار و جهت، قدری متفاوتند ولی هر دو طبقه به هنگام تدوین یا مطالعه دستور العمل جوشکاری بایستی مورد توجه قرار گیرند .

تنشها و پیچیدگی های ناشی از جوشکاری
چند نکته در مورد پیچیدگی حاصل از جوشکاری:
- در جوشهای چند پاسه، هر چه تعداد پاسها بیشتر باشد، تابیدگی بیشتر خواهد بود.
- در جوشکاری برگشت به عقب تنشها قفل شده و تابیدگی را کاهش خواهد داد.
- همیشه جوشکاری بایستی از طرف نقطه محدود شده بطرف نقطه با حداکثر آزادی باشد.
- با مساوی بودن سایر شرایط،افزایش سرعت )بالاتر از مقدار معینی( قدری مقدار تابیدگی را زیاد میکند.
- با بارگذاری مکانیکی میتوان تنش زدایی نمود.
- یکی از راههای کاهش پیچیدگی، پیش گرم کردن است.
عیوب جوش
در جوشکاری رعایت نکردن بعضی ازاصول منجر به پیدایش یکسری عیوب میشود و به هر عاملی که باعث کاهش استحکام قطعه گردد، عیب اطلاق میشود.
1.لکه قوس (Arc Strike)
به محل اثر برقراری قوس خارج از محیط درز اتصال گفته میشود.
علت:
- برخورد نوک الکترود به سطح کار
- قرار دادن انبر معیوب روی سطح کار
- شل بودن انبر اتصال
2.سطح جوش نا منظم با گرده زیاد(Excessive Weld Metal)
علت:
- جوشکاری با سرعت پیشروی کم در پاسِ نما
- کم و زیاد کردن عرض جوش
گرده جوش با ارتفاع زیاد باعث تمرکز تنش شده و خطر شکست را افزایش میدهد
3.نفوذ زیاد (Excessive Penetration)
علت:
- سرعت جوشکاری کم در پاس ریشه
- آمپر زیاد.
- تغذیه سیم جوش زیاد در جوشکاری TIG
4.عدم ذوب دیواره (Lack Of Fusion-LOF)
علت:
- استفاده از آمپر کم
- سرعت جوشکاری زیاد
- ضخیم بودن قطعات
- زاویه غلط الکترود
- حرکت نامناسب در عرض جوش
- یک طرفه سوختن الکترود
5. عدم نفوذ(Lack Of Penetration- LOP)
علت:
- کم بودن زاویه کار (پخ اتصال)
- زیاد بودن پاشنه کار (ریشه کار)
- کم بودن فاصله بین دو قطعه کار
- کم بودن آمپر
- حرکت سریع و عدم مکث مناسب
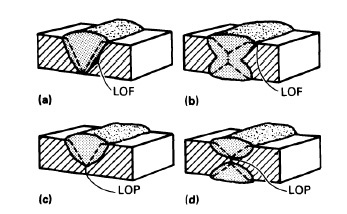
عیوبLOF و LOP
6.بریدگی یا سوختگی کنار جوش (Under Cut)
علت:
- آمپر بالا
- طول قوس بلند
- عدم مکث در کناره های درز اتصال
- استفاده از الکترود نا متناسب
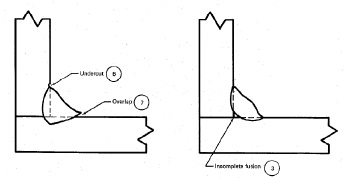
عیوب سوختگی کناره جوش و روی هم افتادگی و ذوب ناقص
7.حفره های گازی یا تخلخل(Porosity)
گازهای حاصل از سوختن روپوش الکترود، وارد فلز مذاب شده و چنانچه مذاب سریع سرد شود، گازها فرصت خروج پیدا ننموده و در فلز جوش باعث ایجاد حفره های گازی یا تخلخل میشود.
علت:
- جوشکاری در وزش باد
- طول قوس بلند
- الکترود مرطوب
- آمپر کم
- کثیف بودن سطح کار
- کثیف بودن سطح روپوش الکترود بوسیله چربی، رنگ و رطوبت
- ناخالصی گاز آرگون در جوشکاری TIG
8.ترک(Crack)
ترک ها از خطر ناک ترین عیوب جوشکاری میباشد که در اثر اعمال نیرو، ترک ها رشد نموده و باعث انهدام سازه میشود. ترک ها در دو نوع سرد و گرم میباشند. شکل 15 انواع ترک در جوشکاری سر به سر و گوشه ای را نشان می دهد. بطورکلی ترکها را به دو دسته کلی تقسیم میکنند:
1.ترک گرم: در اثر وجود ناخالصی هایی نظیر P،S،Zn،Cu،Bi در فلز جوش و نیز تنشهای پسماند بوجود میآید.
2. ترک سرد: به ترک سرد، ترک هیدروؤنی یا ترک تاخیری هم گفته میشود چون بعد از 24 تا 48 ساعت خود را نشان میدهد. این ترکها بیشتر در ریشه یا کناره گرده جوش بوجود میآیند.
دلایل ایجاد ترک سرد:
- وجود هیدروژن زیاد
- تنش های پسماند
- انبساط و انقباض زیاد
منابع ورود هیدروژن:
رطوبت هوا، خیس یا مرطوب بودن پوشش الکترود یا فلاکس مصرفی، مواد روغنی در
اطراف محل جوشکاری.
چون که مذاب جوش آمادگی زیادی به حل نمودن هیدروژن را در خود دارد، هیدروژن به جوش نفوذ نموده و به اطراف جوش مهاجرت میکند. در اثر سرد شدن پیوسته جوش و اطراف آن، خروج هیدروژن کاهش می یابد و در آن مناطق به حد اشباع می رسد و پس از مدتی ترک ایجاد میشود.
انواع ترک در جوشکاری
___________
منبع: آموزشگاه مجازی ایران پایپینگ







دیدگاهتان را بنویسید