
فرایندهای جوشکاری فاز جامد
فرایندهای جوشکاری
1.فرایندهای جوشکاری فاز جامد
از این فرایندها برای بدست آوردن اتصال جوشکاری شده، در دماهای زیر نقطه ذوب فلزهایی که جوشکاری می شوند استفاده می شود. در واقع لبه ها تحت فشار، با حرارت یا بدون آن در یکدیگر له می شوند. این پروسه ها اغلب شامل جوشکاری فشاری یا فرایندهای اتصال دهی نفوذی می باشند. برای رسیدن به تماس سطحی مناسب و ایجاد تغییر شکل پلاستیک در سطوح داخلی به منظور شکستن و پراکندن اکسیدهای سطحی، اعمال فشار مناسب لازم می باشد. فرایندهای فاز جامد بر حسب منبع انرژی مورد نیاز در جدول زیر طبقه بندی شده اند:

1.1 جوشکاری فاز جامد سرد
1.1.1 جوشکاری انفجاری
جوشکاری انفجاری فرایند خاصی است که فقط در اتصالات روی لبه اعمال می شود. ماده منفجره برای اتثال دو ورق(مثلاً مسی و فولادی) روی آن کار گذاشته می شود، این ماده نه فقط نیروی فشاری جهت جوشکاری را ایجاد می کند بلکه یک موج ضربه ای نیز به وجود می آورد که باعث زدودن اکسید و سایر آلودگی ها از محل اتصال می گردد. دو قطعه فلز تحت زاویه ای نسبت به هم قرار داده می شوند و انفجار کنترل شده موجب وارد آمدن سریع نیرو به ورق ها شده و چین های سطحی در آنها به وجود می آورد. پس از اعمال نیرو، چین ها در یکدیگر قفل شده و دو فلز به یکدیگر جوش داده می شوند.
مهم ترین کاربرد این نوع جوشکاری در روش کاری صفحه ضخیم و نرم فولادی به وسیله موادی مانند فولاد ضد زنگ و تیتانیم می باشد.
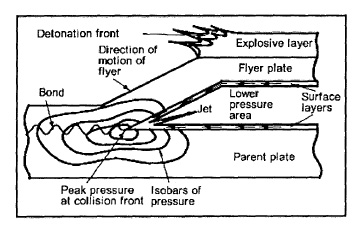
شمای کلی از جوشکاری انفجاری
2.1.1. جوشکاری سرد
جوشکاری سرد یکی از فرایندهای جوشکاری حالت جامد است که در آن به منظور ایجاد اتصال در شرایط متعارفی، فشار به کار برده می شود که منجر به تغییر شکل پلاستیک شدید در منطقه اتصال می گردد. مشخصه فرایند جوشکاری سرد، غیاب حرارت چه از خارج و چه ناشی از خود فرایند است.

نمای کلی جوشکاری سرد فشاری برای اتصال لبه روی هم
3.1.1 جوشکاری فراصوتی
از فرایندهای جوشکاری حالت جامد است که در آن اتصال توسط متمرکز کردن انرژی ارتعاشی فرکانس بالا به صورت موضعی قطعات کاری که تحت فشار با هم نگاه داشته شده اند، صورت می گیرد.
در این حالت تنش های دینامیکی به محدوده مشخصی نزدیک به سطح مشترک قطعات کار وارد می شوند. این تنش ها سبب تغییر شکل پلاستیک در محل سطح مشترک قطعات شده و فیلم های اکسیدی،رطوبت و … را از بین می برد. در نتیجه ناموزونی های سطح مشترک اولیه حف شده تا یک سطح با تماس فلزی مناسب حاصل گردد.
در جوشکای فراصوتی یک پیوند محکم متالوژیکی، بدون ذوب فلز پایه ایجاد می شود. منبع انرژی در جوشکاری فراصوتی انرژی ارتعاش با شدت بالاست. انرژی الکتریکی با فرکانس بالا به انرژی مکانیکی ارتعاشی تبدیل شده و انرژی به قطعه کار منتقل شده و اتصال صورت می گیرد.
تقریباً تمام کاربردهای این جوش امروزه به جوش ورقهای نازک و سیمها محدود شده است. همچنین از این نوع جوش در ساخت میکرومدارها و ترانزیستورها و در جوش فویلها در صنایع بسته بندی مواد غذایی استفاده می شود.

تصویر شماتیک از دستگاه جوشکاری فراصوتی
4.1.1 اتصال یا جوش غلتکی(سرد)
این فرایند به منظور روکش کاری مواد بایک لایه نازک از مواد مقاوم در برابر خوردگی استفاده می شود. روکش کاری آلومینیوم با دورالومین مثالی از این فرایند است. در این مورد دورالومین استحکام زیاد و مقاومت به خوردگی کمی دارد که به وسیله لایه ای از آلومینیوم، مقاومت به خوردگی مجموعه آلومینیوم-دورالومین بالا می رود.
2.1 جوشکاری فاز جامد گرم
1.2.1.جوشکاری غلتکی،جوشکاری نوردی(گرم)
این فرایند یک فرایند جوشکاری حالت جامد است که در آن، اتصال به گرم کردن در کوره و اعمال فشار توسط غلتک صورت می گیرد. در برخی موارد که فلز مورد اتصال نرم باشد، می توان این فرایند را بدون گرم کردن قطعات نیز انجام داد.
این روش به منظور روکش کاری مواد با لایه ای از مواد مقاوم در برابر خوردگی استفاده می شود. روش جوشکاری غلتکی گرم تیروهای لازم که برای تغییر شکل را نسبت به جوشکاری غلتکی سرد، به مقدار قابل توجهی کاهش می دهد. همچنین با این فرایند جوشکاری می توان مواد مانند فولاد زنگ نزن را به یک فولاد نرم تر به عنوان پایه جوش داد که در شرایط سرد عملی نمی باشد.

شماتیک روکش کاری یک فلز به کمک فرایندجوشکاری غلتکی
2.2.1 جوشکاری اصطکاکی
در این روش حرارتی که از اصطکاک مابین دو قطعه(که یکی ثابت و دیگری متحرک است) ایجاد می شود، به همراه بار محوری وارده به قطعات کار، سبب اتصال می گردد. زمانی که حرارت مورد نیاز برای جوشکاری حاصل شد، حرکت دورانی چرخش متوقف شده و فشار اعمال می گردد. در نتیجه جوش در راستای سطح مشترک قطعات ایجاد می شود. در این فرایند می توان محدوده وسیعی از فلزات مانند فولادها، چدن ها، آلیاژهای مس و آلومینیوم-مس را به یکدیگر جوش داد.
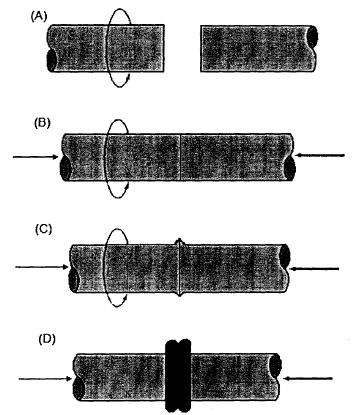
مراحل جوشکاری اصطکاکی
3.2.1 جوشکاری اصطکاکی تلاطمی
این روش یکی از فرایندهای جوشکاری اصطکاکی است که در ان اتصال بین قطعات لب به لب توسط حرارت اصطحکاکی و جابجایی ماده مومسان به علت سرعت زیاد دورانی ابزاری که در امتداد اتصال جوش حرکت دارد، ایجاد می شود.
ایجاد اتصال در فرایند جوشکاری اصطکاکی تلاطمی
4.2.1جوشکاری نفوذی
فرایند اتصالی که در آن، سطوح مورد جوشکاری با فشاری غیر کافی جهت ایجاد جریان مومسان و در درجه حرارتی کمتر از نقطه ذوب هر یک از قطعات، نسبت به هم نگه داشته می شوند. به طوری که نفوذ، حالت جامد حاصله، با تشکیل فاز مایع یا بدون آن، باعث وقوع جوشکاری می شود. در این فرایند می توان از فلز پُر کننده واسطه به منظور پُر کردن شکافها و تسهیل در فرایند نفوذ، بین سطوح تماس استفاده کرد.
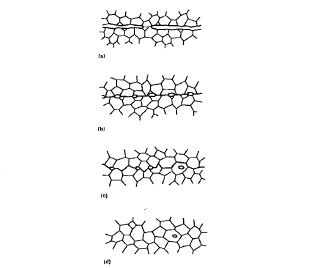
مراحل مختلف ایجاد اتصال به کمک نفوذ اتمی
5.2.1جوشکاری پتکه ای،جوشکاری آهنگری
از فرایندهای جوشکاری حالت جامد است که در آن، عمل جوش با گرم کردن قطعات کار تا درجه حرارت جوشکاری و اعمال ضربات کافی برای تغییر شکل دائم صورت می گیرد. در مورد فلزات نرم این عمل می تواند بدون استفاده از حرارت انجام شود.
6.2.1 جوشکاری گازی فشاری، جوشکاری شعله ای لب به لب
فرایند جوشکاری گازی که در آن،اتصال به طور همزمان در سراسر سطوح تماس با گرم کردن توسط شعله گاز حاصل می شود دو سطحی که قرار است جوشکاری شوند به وسیله شعله اکسی استیلن تا دمای جوشکاری گرم می شوند و سپس فشار اعمال می گردد تا جوش حاصل شود. این روش برای جوش دادن فولادهای کم و پُر کربن، فولادهای کم و پر آلیاژ و سایر فلزات و آلیاژهای غیرآهنی دیگر کاربرد دارد. این روش بدون استفاده از فلز پر کننده انجام می گیرد.
ادامه مطلب فرایندهای جوشکاری> فرایندهای جوشکاری ذوبی





دیدگاهتان را بنویسید