
جوشکاری قوس الکتریکی با الکترود دستی
مبانی جوشکاری :جوشکاری قوس الکتریکی با الکترود دستی
جوشکاری یکی از فرایندهای اصلی تولید محسوب می شود که وظیفه اتصال دائمی قطعات را بر عهده می گیرد. که آن را می توان اتصال بین اتم های دو قطعه مختلف(نه الزاماً با جنس یکسان) با حرارت یا بدون آن و با فلز پر کننده یا بدون آن و با فشار یا بدون آن درنظر گرفت. ولی در کل می توان گفت جوشی مطلوب ماست(جوش ایده آل) که نتوان آن را از فلز اصلی تشخیص داد. چه از لحاظ ظاهری و چه از لحا مکانیکی و شیمیایی.
با توجه به تعریف فوق می توان کلیه فرایندهای جوشکاری را به دو دسته وبی و غیر ذوبی تقسیم نمود. که معروف ترین روش نوع ذوبی، جوشکاری با قوس الکتریکی نام دارد که حرارت ناشی از جوشکاری ناشی از قوس الکتریکی حاصل است. این روش خود به گروه های زیر تقسیم می گردد:
1. جوشکاری قوس الکتریکی با الکترود پوشش دار(SMAW)
2. جوشکاری قوس الکتریکی با گاز محافظ و الکترود تنگستنی(GTAW)
3.جوشکاری قوس الکتریکی با گاز محافظ و فلز مصرف شدنی(GMAW)
4.جوشکاری قوس الکتریکی زیر پودری(SAW)
5. جوشکاری قوس الکتریکی توپودری(FCAW)

خلاصه تاریخچه جوشکاری
شناخت فلزات
تمام مواد و اجسامی که در طبیعت و در اطراف ما مشاهده می شوند را می توان از نظر جنس به دو دسته کلی تقسیم کرد. این تقسیم بندی عبارت است از :
1. مواد فلزی 2. مواد غیر فلزی
مواد فلزی که بطور تقریبی نیمی از عناصر موجود در طبیعت را تشکیل می دهند در زندگی امروزی بشر در سطح گسترده ای کاربرد دارند. به گونه ای که امروزه زندگی بدون آنها شاید غیرممکن باشد. این عناصر فلزی همگی از طریق استخراج از پوسته زمین بدست می آیند و در اکثر مواقع به صورت ترکیب با اکسیژن و یا سایر عناصر یافت می شوند به جز برخی عناصر مانند طلا که به صورت خالص در طبیعت موجود می باشد. به مواد استخراج شده از پوسته زمین که عناصر فلزی را به ورت ترکیبی در خود جای داده اند اصطلاحاً کانی می گویند. خواصی مانند رسانایی الکتریکی، چکش خواری، استحکام بالا، جلاپذیری، قابلیت ترکیب با فلزات دیگر و …باعث کاربرد وسیع فلزات شده است. بیاری از عناصر فلزی موجود در طبیعت شاید کاربرد آنچنانی نداشته باشند ولی تعدادی از آنها نیز بطور وسیعی مورد استفاده قرار می گیرند. لذا برای شناسایی و تفکیک بهتر فلزات می توان از تقسیم بندی زیر استفاده کرد:
انواع فلزات از نظر ماهیت:
- فلزات و آلیازهای آهنی مانند فولاد ساختمانی، فولاد آلیاژی، چدن و …
- فلزات و آلیاژهای غیر آهنی مانند آلومینیوم، مس، روی، نیکل، برنج، برنز
انواع فلزات از نظر خلوص:
- فلزات خالص مانند آهن، مس، روی، آلومینیوم، قلع، سرب و …
- آلیاژها مانند فولاد، چدن، برنج، برنز و …
همانطورکه از مثالهای بالا پیداست آلیاژ ترکیب یک فلز با یک یا چند فلز و یا ترکیب یک فلز با یک یا چند غیر فلز دیگر می باشد که این ترکیب در جهت بهبود خواص مکانیکی، شیمیایی و فیزیکی فلز پایه انجام می پیرد و آلیاژ بدت آمده دارای خواص فلزی می باشد. باید توجه داشت که با اضافه کردن هر عنصر آلیاژی به بک فلز، آلیاژی ساخته می شود که ممکن است خواص آن با خواص اولیه عنر پایه آن آلیاژ کاملاً متفاوت باشد. در آلیاژها معمولاً فلزی را که بیشترین مقدار یا بیشترین درصد وزنی را در آلیاژ دارد فلز پایه می نامند و مابقی عناصر را عناصر آلیاژی می گویند. مانند آلیاژ فولاد که چون آهن بیشترین مقدار را در آن دارد فلز پایه نامیده می شود و عنصر کربن عنصر آلیاژی محسوب می گردد.
آلیاژهای آهنی:
آلیاژهای آهن پرمصرف ترین آلیاژ در صنعت امروز دنیا است که تولید و مصرف آن در حال حاضر به حدود 1000 میلیون تن در سال رسیده است. در آلیاژهای آهنی فلز پایه آهن است که فلزی قدیمی است و در 1500 سال قبل از میلاد مسیح مصریان آن را فلز بهشتی می نامیدند. این فلز نرم، ضعیف و کم استحکام است که به صورت خالص جز کاربردهای آزمایشگاهی کاربرد دیگری ندارد. بهترین راه از بین بردن نقاط ضعف آهن خالص، آلیاژسازی آن است.
آلیاژهای مشتق از فلز آهن دارای تنوع بسیاری است اما دو آلیاژ بیار مهم به نامهای فولاد و چدن در بین این آلیاژها از اهمیت ویژه ای برخوردار است.اهمیت، کاربرد و مرف انواع فولادها و چدن ها به عنوان آلیاژهای پرمصرف، به شکلی است که امروزه در تمام جنبه های زندگی بشر وارد شده و در بسیاری از موارد همچون ساختمان سازی، قطعات کارگاهی، لوازم منزل، وسایل حمل و نقل و …. کاربرد دارد. به طور کلی فولادها آلیاژهای دوگانه آهن-کربن و چدنها آلیاژهای سه گانه آهن-کربن-سیلییسیم می باشند.
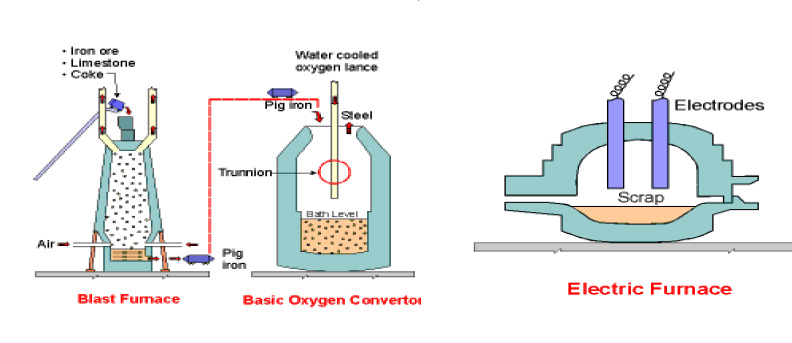
بر خلاف اکثریت فلزات آهن خالص جز دسته فلزاتی است که با افزایش دما ساختار کریستالی آن تغییر می کند. روشهای تولید چدن و فولاد:
- کوره بلند و کنورتور(BF/BOF)
- احیای مستقیم(DR/EAF)
آلیازهای آهنی
تولیدات محصولات فولادی
قسمت اعظم فولادهای موجود در صنعت به صورت محصولات نیمه تمامی همچون میلگرد، ورق، تیرآهن، قوطی تولید می شود(شمش ریزی) که پس از تولید با انجام عملیاتهای تکمیلی به محصول قابل استفاده تبدیل می شوند و تنها قسمت جزئی از قطعات فولادی از طریق ریخته گری به طور مستقیم(قطعه ریزی) به محصول قابل استفاده تبدیل می شوند. فرایند تولید محصولات نیمه تمام معمولاً بر اساس دو روش انجام می گیرد:
الف) ریخته گری منقطع یا مجزا
ریخته گری فولادها در قالبهای مجزا و عمودی روش مرسوم تهیه شمشهای فولادی برای کار گرم است. بیشتر فولادها به این روش ریخته می شوند چون روش خیلی ساده ای است. در این روش پس از آماده سازی فولاد مذاب، پاتیل حاوی مواد مذاب به بالای قالبهای عمودی آمده و مذاب را داخل قالبها تخلیه می کند. با انجماد مواد مذاب درون قالب، قالبها باز شده و شمش ها از درون قالب بیرون می آید. شمش داغ برای پیش گرم جهت نورد گرم وارد کوره پیش گرم می شود تا به ورق یا تیرآهن تبدیل شود.
ب) ریخته گری مداوم
بر خلاف روش اول در این روش مواد ماب داخل قالبهای طولانی که نسبت به زمین در ارتفاع قرار دارند ریخته می شود و در تماس با بدنه سرد قالب( به علت آبگرد بودن بدنه قالب) به صورت سطحی منجمد می شود.شمشهای فولادی منجمد شده با غلطکهایی به بیرون از قالب کشیده می شود و محصول، تختال فولادی پیوسته ای است که در مرحله بعدی برش خورده و به طولهای کمتر تقسیم می شود.

ریخته گری مداوم
برای تبدیل شمش تولید شده به قطعات مفید و قابل استفاده مانند ریل آهن، تیرآهن، میل گرد و …. از دو روش نورد سرد و نورد گرم استفاده می شود. اگر ارائه یک تعریف برای عملیات نورد مدنظر باشد به زبان ساده می توان گفت عبور شمش از بین دو غلطک و کاهش سطح مقطع شمش یا شکل گیری شمش در عملیات نورد سرد، شمش با دمایی کمتر از یک سوم دمای ذوب فلز نورد می شود. در حالیکه در عملیات نورد گرم شمش تا دمایی حدود 1370 درجه سانتی گراد گرم می شود و سپس نورد می گردد. در عملیات نورد گرم احتمال دارد که چند حالت زیر رخ دهد:
- تولید ورق: شمش به کمک نورد به تختال مسطح تبدیل شده و سپس با نورد بیشتر به ورق یا صفحه تبدیل می شود.
- تولید ریل و مقاع ساختمانی: شمش به کمک نورد به مقطع مستطیل شکل که شمشه نام دارد، تبدیل می شود و سپس با نورد بیشتر به ریل یا مقاطع ساختمانی تبدیل می شود.
- تولید میل گرد، میله و لوله های بدون درز: شمش با نورد به شمشال یا مقطع مستطیل شکل تبدیل شده و با نورد بیشتر به انواع میله، میلگرد و لوله تبدیل می گردد.
در پایان شکل گیری قطعه به کمک عملیات نورد گرم چند مرحله نورد سرد نیز انجام می شود. این امر برای نهایی کردن ابعاد و سطح قطعه و همچنین افزایش استحکام در سطح قطعه می باشد. لذا می توان هدف اصلی نورد سرد را افزایش استحکام محصولات نورد شده به کمک کارسرد عنوان کرد. عیب مهمی که در حین نورد به وجود می آید و بر روی خواص جوشکاری تاثیر مستقیم دارد لایه ای شدن یا (Lamination) می باشد. این عیب در اثر حضور ناخالصی های زورذوبی همچون Fesو Mnsکه در ابتدا کروی بوده و در طی نورد به شکل لایه ای در می آیند به وجود می آید. برای جلوگیری از پارگی قطعات جوشکاری شده در اثر حضور این ناخالصی ها تست مواد اولیه جوش الزامی است.
تولید محصولات فولادی
درباره انواع فولادها بیشتر بدانید
منبع: مقاله جوشکاری از اینترنت






 صنعت کاران-فرونیوس
صنعت کاران-فرونیوس 
دیدگاهتان را بنویسید