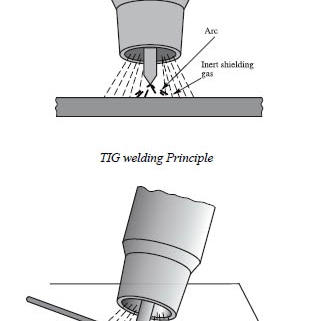
در مقاله جوشکاری به روش تیگ خواندیم براي انجام جوشكاري GTAWچهار جزء تشكيل دهنده زير امری اساسی میباشند:
١- منبع نيرو 2- مشعل 3- الكترود 4- گاز محافظ
در ادامه مطلب قبل، به بررسی مشعلهای تیگ، الکترودها و گازهای محافظ می پردازیم
شعلههاي جوشكاري:
مشعلهای(تورچ) تيگ، الكترود تنگستنی را كه رساناي جريان الكتريكي به قوس است را در خود نگه میدارد همچنين عامل رساندن گاز محافظ به منطقه قوس و حوضچه مذاب ميباشد. مشعل ها با توجه به ظرفيت حمل حداكثر جريان جوشكاري بدون گرم شدن زياد سنجيده مي شوند و تقسيمبندي ظرفيت حمل جريان مشعلها درجدول آمده است.
بيشتر مشعلها با توجه به تطابق آنها با درجه و سايز الكترود در مدلها و اندازه و سايز مختلفي طراحي شده است. بيشتر مشعلهايی كه كاربرد دستي دارند داراي زاويه سر مشعل 120 درجه (زاويه بين الكترود و دسته مشعل) میباشند. همچنين مشعلهايی با زاويه سر قابل تنظيم و مشعلهاي مستقيم (مدادي) و با زاويه سر 90 درجه نيز وجود دارند.
اغلب مشعلهای تيگ دستي داراي كليد يا شير خروجي گاز بر روي دسته مشعل بوده و براي كنترل جريان الكتريكي و جريان گاز محافظ بكار ميروند.
مشعلهايي كه براي جوشكاري تيگ ماشيني يا اتوماتيك هستند معمولا بر روي دستگاه يا ربات نصب
ميشوند و در مسير اتصال به مشعل حركت طولي و عرضي ميدهند و در بعضي موارد فاصله مشعل با سطح كار را نيز تغيير ميدهند.
مشعلهاي با گاز خنك شونده (هوا خنك ) :
حرارت توليد شده در مشعل در هنگام جوشكاري توسط سيستمهاي آب خنك يا هوا خنك دفع ميشود. در اين مشعلهاي هواخنك عمل خنك شدن توسط گاز محافظ خنكي كه از ميان مشعل عبور مي نمايد انجام مي شود. ظرفيت حمل بار الكتريكي مشعلهاي گاز خنك پايين بوده و حداكثر تا 200 آمپر جريان مورد استفاده قرار ميگيرند.
مشعلهای آب خنك :
مشعلهای آب خنك توسط جريان آبي كه از داخل سر مشعل جريان دارد خنك ميشوند. آب خنك كننده از ميان شيلنگ ورودي وارد مشعل میشود و در ميان مشعل به گردش در مي آيد و از شيلنگ خروجي خارج ميشود. كابل جريان الكتريكي از منبع نيرو تا مشعل معمولا از ميان شيلنگ خروجي آب خنك كننده ميگذرد. مشعلهاي آب خنك براي استفاده با جريان جوشكاري بالاتري نسبت به مشعلهاي هوا خنك و در يك سيكل كاري مداوم طراحي شده اند.
بطور معمول مي توان از شدت جرياني تا 500 آمپر استفاده نمود هرچند در بعضي مشعلها تا 1000 آمپر ظرفيت حمل بار وجود دارد. در بيشتر جوشكاريهاي ماشيني و اتوماتيك از مشعلهاي آب خنك استفاده ميگردد. مشعلهاي آب خنك گرماي خود را به آبي مي دهند كه از ميان آنها جريان دارد و خنك ميشوند.
آب در يك سيتم بسته كه شامل پمپ و يك رادياتور خنك كننده و مخزن مي باشد جريان دارد و گرماي جذب شده از مشعل را به محيط منتقل مينمايد. ظرفيت اين سيستم تا 50 گالن مي باشد. با اضافه كردن ضديخ مي توان از يخ زدگي و خوردگي سيستم جلوگيري نمود. ضد يخ عمل روغنكاري پمپ را نيز فراهم ميآورد.
قطعات مشعل(تورچ) :
الكترود گير (Collet):
الكترود تنگستني توسط الكترودگير در مشعل نگه داشته ميشود. قطر الكترود گير بايد با قطر الكترود مصرفي برابر باشد. جنس اين گيرهها معمولا . از مس مي باشد. وقتي كه دنباله(Cap) مشعل در جاي خود محكم ميشود بر روي الكترود گير فشار وارد نموده و الكترود را محكم نگه خواهد داشت.
به منظور انتقال مناسب جريان الكتريكي و خنك شدن الكترود تنگستني، اتصال خوب بين الكترود و قطر خارجي و داخل الكترود گير ضروري است.
نازل گاز :
گاز محافظ توسط نازل كه بر روي مشعل بسته مي شود بر روي منطقه جوش متمركز ميشود. نازل گاز از مواد مختلف ضد حرارت، در شكلهاي مختلف، قطر و طولهاي مختلف ساخته مي شود. نازلها به مشعل پيچيده شده يا به روش اصطكاكي جا زده ميشود.
جنس مواد نازلها :
نازلها از سراميك، فلز، سراميك با روكش فلزي و كوارتز ممكن است ساخته شوند. نازلهاي سراميكي ارزانترين و پركاربردترين نازلها هستند. اما شكننده بوده و اغلب بعد از مدتي كاركردن، بايد تعويض شوند. نازلهاي كوارتزي شفاف و شيشه اي بوده و اجازه ديد بهتري از قوس و حوضچه مذاب را ميدهند. اگرچه بخار فلزات كه از حوضچه جوش بلند مي شود مي تواند باعث مات شدن نازل شود. نازلهاي كوارتزي نيز بسيار شكننده ميباشند.
نازلهاي آب خنك فلزي طول عمر بيشتري دارند و بيشتر براي جوشكاري ماشيني و اتوماتيك و جائيكه جريان جوشكاري از 250 آمپرتجاوز ميكند، استفاده میشود. نازلهاي سراميكي كه داراي يك حلقه آلومينيومی در انتهاي سطح بيرونی میباشند حرارت را سريعتر به محيط منتقل نموده و نسبت به نازلهاي سراميكي معمولي داراي طول عمر بيشتري میباشند. قطر نازل با توجه به حجم گاز محافظ و پوشش گازي نياز به انتخاب میشود.
اگر مقدار جريان نسبت به قطر نازل مصرفي بيشتر باشد باعث اغتشاش و تلاطم در گاز خروجي شده و راندمان محافظت كم میشود. مقدار جريان گاز بالا بدون اغتشاش و تلاطم به نازل با قطر بزرگتري نياز دارد. مقدار گاز خروجي زياد برا شدت جريان هاي بالا و وضعيتهاي غير از حالت تحت ضروري ميباشد . انتخاب سايز و اندازه نازل، به قطر الكترود، شكل طراحي اتصال، جنس فلز پايه، نوع گاز مصرفي و آمپر مصرفي بستگي دارد. استفاده از نازل كوچكتر براي اتصالات شيار باريك ديد بهتري از حوضچه را مهيا میكند. اگر چه استفاده از نازلهاي خيلي كوچك ممكن است باعث تلاطم و آشفتگي و فشار گاز خروجي شود و همچنين استفاده از نازلهاي خيلي كوچك در اثر حرارت قوس الكتريكي مي تواند باعث ذوب و خوردگي لبه نازل شود.
نازلهای بزرگ حفاظت و پوشش گاز محافظ بهتري را نتيجه میدهد. مخصوصا براي جوشكاري فلزات فعال نظير تيتانيوم بايستي از نازلهاي بزرگتر استفاده شود.
نازلها از نظر طول به شكل هندسي اتصال جوش و فاصله مورد نياز بين نازل و جوش بستگي داشته و در اندازه هاي مختلفي در دسترس میباشد.
نازلهاي بلندتر عموما جريان گاز محافظ خروجي بهتري بدون تلاطم و متمركز ايجاد میكنند. اكثر نازلهاي گاز به شكل استوانه اي بوده و در بعضي ازنازلها در مقطع انتهايي بصورت مخروطي میباشد. براي به حداقل رساندن آشفتگي و تلاطم گاز محافظ نازلهايي كه در قسمت مياني بصورت كروي ميباشد، وجود دارد. همچنين نازلهايي وجود دارد كه دهانه انتهايي آن بصورت صاف و كشيده بوده كه براي جوشكاري تيتانيوم مناسب میباشد.
الكترودها :
در فرايند GTAWواژه تنگستن دلالت بر عنصر خالص تنگستن و انواع آلياژهاي آن كه به عنوان الكترود مورد مصرف قرار میگيرد دارد. از آنجا كه اين نوع الكترودها در روند كار ذوب نمیشوند يا انتقال پيدا نمیكنند چنانچه فرايند به نحو خوبي اجرا شود، الكترود در طول كار مصرف نمي شود. در ساير فرايندهاي جوشكاري مانند SMAW,GMAW,SAW الكترود فلز پركننده محسوب میشود.
وظيفه الكترود تنگستني تامين گرماي مورد نياز جوشكاري به عنوان يكي از پايانه هاي الكتريكي قوس است. نقطه ذوب تنگستن 6170 درجه فارنهايت يا 3410 درجه سلسيوس میباشد. با رسيدن به اين درجه حرارت بالا تنگستن حالت ترمويونيك (يون حرارتي) پيدا كرده و تبديل به منبع غني الكترون میشود. مقاومت حرارتي عامل بالا رفتن دما تا اين حد است. نوك الكترود سريعا ذوب میشود.
در واقع نوك الكترود از بخشي كه بين الكترود و قسمت بيروني و خنك الكترود گير قرار دارد خنکتر میباشد.
سايز الكترودها وظرفيت جريان :
سايز و محدوده جريان الكترودهاي تنگستن و تنگستن توريم دار(توريم يك عنصر راديواكتيو ونرم چكش خوار است) و قطرهاي پيشنهادي براي سرببوريهاي گاز محافظ را در جدول صفحه پيشين مشاهده نموديد. اين جدول راهنماي مفيدي در كاربردهاي خاص شامل سطوح جرياني متفاوت و انواع منابع تغذيه مي باشد.
استفاده از جريانهاي قويتر از آنچه در مورد سايز الكترود و شكل نوك الكترود توصيه شده است باعث فرسايش و ذوب شدن تنگستن مي شود. ممكن است ذرات تنگستن به داخل حوضچه مذاب افتاده و باعث بروز نقص در كار شوند. استفاده از جريانهاي بسيار ضعيف نيز سبب ناپايداري قوس مي شود.
لازم است براي جريان مستقيم الكترود مثبت(DCEP) از الكترودهاي قطورتري استفاده شود تا سطح جريان مورد مصرف را پوشش دهد. چراكه نوك الكترود نه تنها بخاطر تبخير الكترونها خنك نمي شود بلكه به خاطر ضربات الكترون ها گرم نيز خواهد شد. بطور كلي مقدار جرياني كه الكترود مثبت مي تواند تحمل نمايد تنها 10 % مقدار جرياني است كه الكترود منفي با آن كار مي كند. هنگام استفاده از جريان متناوب، نوك الكترود در سيكلهاي منفي الكترود، خنك و در سيكلهاي مثبت الكترود گرم مي شود. لذا مقدار جرياني كه يك الكترود در جريان AC مي تواند انتقال دهد بين حالت الكترود DCEP و DCENقرار دارد. بطور كلي جريان DCEP تا 50% كمتر از مقدار جريان الكترود منفي DCEN است.
الكترودهاي گروه EWP
الكترود خالص تنگستنEWP شامل حداقل 99.5% تنگستن و بدون هيچگونه آلياژ افزودني مي باشد. ظرفيت انتقال جريان الكترود تنگستن خالص كمتر از الكترودهاي آلياژدار مي باشد. از الكترودهاي تنگستني خالص بيشتر براي جوشكاري آلياژهاي منيزيم و آلومينيوم با جريان متناوب AC استفاده مي شود. نوك اينگونه الكترودها صاف و تميز و گرد است و موجب ايجاد قوسي پايدار مي شود. از آنها مي توان با جريان مستقيم DCاستفاده نمود. اما خصوصيات شروع برقراري و پايداري قوس در اين حالت بخوبي الكترودهاي توريم دار يا سريم دار و يا لانتان دار نخواهد بود.
الكترودهاي گروهEWTh
گسيل يون حرارتي )ترمويونيك ( در تنگستن پس از آلياژ شدن با مقداري اكسيدهاي فلزي كه نقش چنداني در كار ندارند، بهبود مي يابد. بنابراين الكترودها بدون بروز هرگونه نقصي مي توانند سطوح جريان بالاتر را نيز كنترل نمايند. جهت جلوگيري از بروز اشتباه در شناسايي اين الكترودها و ساير اكترودهاي تنگستني، آنها داراي كدبندي رنگي هستند.
دو نوع الكترود تنگستن توريم دار در بازار موجود است. الكترودهاي EWTh-1 و EWTh-2 اين الكترودها شامل 1 و 2 درصد اكسيد توريم(تریا ThO2 ) هستند. كه به نسبت مساوي در تمام طول الكترود پراكنده شده اند. الكترودهاي توريم دار تنگستن در بسياري جهات از الكترودهاي تنگستن خالص بهتر هستند. ظرفيت انتقال جريان تريا (ThO2 ) 20% بالاتر،طول عمر آنها بيشتر و مقاومت در برابر جذب آلودگي و ناخالصي ها در آنها بيشتر و مقاومت در برابر جذب آلودگي و ناخالصي ها در آنها قويتر مي باشد. در اين نوع الكترودها، استارت قوس راحت تر است و قوس حاصله، از قوس الكترودهاي تنگستني خالص يا زيركنيوم دار پايدار تر و استوار تر است. الكترودهاي EWTh-1,2 برای کاربردهای DCEN طراحي شده اند. در طول جوشكاري، نوك اين الكترودها تيز باقي مي ماند كه اين حالت مخصوصا براي جوشكاري فولاد ايده آل است. معمولا از آنها در جريان متناوب استفاده نمي شود چراكه حفظ گردي نوك الكترودها كه يكي از ضروريات جوشكاري با جريان AC است بدون ايجاد شكاف روي الكترود ممكن نيست. توريم يك ماده راديواكتيو بسيار ضعيف است. مقدار راديواكتيو موجود در اين ماده خطري براي سلامتي انسان ندارد. اما چنانچه جوشكاري در محيطي بسته و براي مدت زماني طولاني انجام شود بايد اقدامات پيشگيرانه مانند تهويه هوا درنظر گرفته شود. گروه EWTh-3 گروه منسوخ شده الكترودهاي تنگستن مي باشد. اين الكترودها داراي قطعات طولي يا محوري شامل 10% تا 20% اكسيد توريم مي باشد. مقدار متوسط اكسيد توريم موجود در اين الكترودها 35% تا 55% درصد است. با پيشرفت هايي كه در زمينه پودرهاي آهني و صنايع متالورژيكي صورت گرفت اين نسل از الكترود منسوخ شده و ديگر كاربرد خاصي در صنعت ندارد.
الكترودهاي گروه EWCe
الكترودهاي سريم دار اولين بار در اويل دهه 1920 به بازار امريكا معرفي و به عنوان جايگزيني مناسب براي الكترودهاي توريم دار مطرح شدند. سريم برخلاف توريم، عنصر راديواكتيو نمي باشد. الكترودهاي تنگستني گروه EWCe-2 شامل
2% اكسيد سريم ( سریا CeO 2 ) هستند. در مقايسه با الكترودهاي تنگستني خالص، سرعت تبخير و مصرف اين نوع الكترودها كاسته شده است. اين مزيتها در اكسيد سريم با افزايش مقدار سريا بهبود مي يابند. الكترودهاي گروه EWCe-2
با هر دو نوع جريان مستقيم و متناوب عملكرد خوبي دارند.
الكترودهاي گروه EWLa
الكترودهاي اين گروه تقريبا همزمان با الكترودهاي سريم دار و با دليلي مشابه، يعني نداشتن عناصر راديواكتيو وارد بازار شدند. اين الكترودها شامل 1% اكسيد لانتانيوم (لانتا La2O 3) هستند. مزيتها و خصوصيات اجرايي اين الكترودها بسيار شبيه به الكترودهاي تنگستني سريم دار (گروه EWCe) هستند.
الكترودهاي گروه EWZr
همانطور كه در جدول مشاهده نموديد الكترودهاي زيركونيوم دار تنگستني شامل مقدار كمي اكسيد زيركونيوم( (ZrO 2
هستند. اين نوع الكترودها داراي خصوصيات اجرايي بين خصوصيات الكترودهاي تنگستني خالص و توريم دار هستند.
الكترودهاي EWZrالكترودهاي منتخب براي جوشكاري ، با جريان ACمي باشند. اين نوع الكترود خصوصيت مطلوب استواري قوس و انتهاي گرد الكترودهاي تنگستني خالص و ظرفيت جريان و شروع قوس مناسب الكترودهاي تنگستني توريم دار را يكجا دارد.
اين الكترودها نسبت به الكترودهاي تنگستني خالص، در مقابل آلودگي و جذب ناخالصيها مقاوم تر هستند و در جوشكاري با كيفيت راديوگرافيكي كه آلودگي تنگستن جوش بايد به حداقل ميزان ممكن رسانده شود، بسيار مناسب مي باشند.
الكترودهاي گروه EWG
الكترودهاي گروه EWG شامل الكترودهاي آلياژي است كه در زمره گروههاي قبلي قرار نمي گيرد. اين الكترودها شامل مقاديري نامعين از اكسيدها يا تركيبات اكسيدي نامعين مي باشند. هدف از افزودن اين اكسيدها، تاثير گذاري روي طبيعت يا خصوصيات قوس، مطابق آنچه كارخانه سازنده تعريف نموده است مي باشد. سازنده بايد ماده يا مواد افزوده و كميتهاي اسمي اضافه شده را مشخص كند. اكنون انواع زيادي از اين نوع الكترودها بصورت تجاري در بازار موجود يا در حال پيشرفت و بهبود كيفيت مي باشند. اين الكتروده شامل مقاديري اكسيد توريم يا اكسيد منيزم مي باشند. اين گروه الكترودهاي سريم دار يا لانتان دار، داراي مقاديري اكسيدهاي متفرقه نيز مي باشند.
شكل نوك الكترود
يكي از متغيرهاي مهم فرايند GTAW، شكل نوك الكترود تنگستني مي باشد. از الكترود تنگستن با شكلهاي نوك متفاوت مي توان استفاده نمود. در جوشكاري با جريانAC نوك الكترودهاي تنگستن خالص يا زيركونيوم دار، گرد مي شود. در جوشكاري با جريان DC معمولا الكترودهاي تنگستني لانتان دار سريم دار يا توريم دار مورد مصرف قرار مي گيرند. نوك اينوگنه الكترودها تخت مي باشد. اشكال هندسي گوناگون نوك الكترودها روي شكل و سايز درز جوش تاثير مي گذارد. بطور كلي هرچه زاويه آنها بزرگتر شود نفوذ افزايش و عرض درز جوش كاهش مي يابد. اگرچه ممكن است الكترودهاي نازكتر با نوك مربعي در جوشكاري DCEN مورد استفاده قرار گيرند ولي الكترودهايي كه نوك مخروطي دارند خصوصيات اجرايي بهتري از خود نشان مي دهند. صرفنظر از شكل نوك الكترود، مهم است كه طرح الكترود نيز با فرايند مورد استفاده سازگار باشد. تغيير در شكل الكترود مي تواند اثرات مهمي روي شكل و سايز درز جوش داشته باشد. لذا طرح نوك الكترود يك متغير مهم جوشكاري است كه بايد در روند گسترش و پيشرفت فرايندهاي جوشكاري مدنظر بوده و مورد مطالعه قرار بگيرد. نوك الكترودهاي تنگستني اكثرا به گرد نمودن سنباده زني يا واكنش هاي شيميايي مهياي كار مي شودكه معمولا در تمام الكترودها يك نوك تيز و مخروطي ايجاد مي گردد.
گرد نمودن (Balling) نوك الكترود
براي جوشكاري با جريان AC كه معمولا با الكترودهاي تنگستن خالص يا زيركونيوم دار انجام مي شود، گرد بودن نوك الكترود براي كار مناسب مي باشد. قبل از استفاده در جوشكاري نوك الكترود مي تواند توسط ضربه زدن روي يك بلوك مسي كه با آب خنك مي شود و يا ساير موادي كه مناسب جوشكاري DCEP یا AC هستند، گرد شود. جريان قوس به قدري افزايش مي يابد كه نوك الكترود از شدت داغي سفيد مي شود؛ تنگستن ذوب مي شود و قطرات كروي كوچك روي نوك الكترود شكل مي گيرند. بعد از آن جريان به تدريج ضعيف شده و قطع مي گردد و قطرات كروي كوچك روي انتهاي الكترود تنگستن باقي مي گذارد.
سنباده زني (Grinding)
براي ايجاد پايداري بهينه در قوس، سنباده زني الكترود تنگستن بايد در حالتي كه محور الكترود بر محور چرخ سنباده عمود است انجام شود. در طول سنباده زني ممكن است آلودگي يا اجسام خارج روي نوك سنباده بنشيند. لذا براي زدودن اين آلودگي ها، بايد مقداري سنباده نگه داشته شود. جهت بيرون راندن گرد و غبار سنباده كه هنگام سنباده زني الكترودهاي تنگستن لانتان دار در فضاي كار منتشر مي شوند، بايد يك هود در محل نصب شود. الكترودهاي تنگستن لانتان دار، سريم دار و تريم دار به سهولت الكترودهاي تنگستن خالص يا زيركونيم دار، گرد نمي شوند. اگر از اين الكترودها در جريان AC استفاده شود، اغلب ترك مي خورند.
تغيير شكل نوك الكترود توسط واكنش هاي شيميايي
تيز كردن نوك الكترود به طريقه شيميايي بدين گونه صورت مي گيرد؛ قسمت انتهايي الكترود كه از شدت حرارت سرخ شده است را در يك مخزن نيترات سديم غوطه ور مي كنيم. فعل و انفعالات شيميايي بين تنگستن داغ و نيترات سديم سبب مي شود كه دور و نوك الكترود بطور يكنواخت يك شكل خورده شود. تكرار اين كار سبب ايجاد نوكي تيز در الكترود است.
آلودگي الكترود
آلودگي در الكترود تنگستن بيشتر وقتي صورت مي گيرد كه جوشكار تصدفا تنگستن را وارد حوضچه جوش مذاب نمايد يا الكترود تنگستن به سيم جوش اتصال پيدا كند. گاز محافظ نامناسب، جريان گاز ناكافي در طول جوشكاري يا بعد از خاموش شدن قوس نيز مي تواند سبب اكسيد شدن الكترود تنگستني گردد.
آلودگي در الكترود تنگستن بيشتر وقتي صورت مي گيرد كه جوشكار تصادفا تنگستن را وارد حوضچه جوش مذاب نمايد يا الكترود تنگستن به سيم جوش اتصال پيدا كند. گاز محافظ نامناسب جريان گاز ناكافي در طول جوشكاري يا بعد از خاموش شدن قوس نيز مي تواند سبب اكسيد شدن الكترود تنگستني گردد.
ساير منابع آلودگي شامل بخارات فلزي حاصل از قوس، پاشش جرقه و فوران حوضچه جوش به علت تجمع گاز و تبخير ناخالصي هاي سطح كار ميباشد. اگر انتهاي الكترود داراي آلودگي و ناخالصي باشد، روي خصوصيات قوس تاثيرات منفي خواهد گذاشت و ممكن است شاهد آلودگي جوش با تنگستن باشيم. اگر اين اتفاق افتاد روند جوشكاري را بايد متوقف نمود و تا رسيدن به شكل مناسب سنباده زد.
تغذيه كننده (فيدر) سيم جوش
از تغذيه كننده هاي سيم جوش براي اضافه كردن سيم جوش در طول جوشكاري هاي ماشيني و اتوماتيك استفاده مي شود. هم سيم هايي با درجه
حرارت اتاق (سرد) و هم سيم هايي از قبيل گرم شده (داغ) مي توانند در حوضچه مذاب جوش تغذيه شوند. سيم سرد در لبه جلويي و سيم داغ در لبه
پشتي حوضچه مذاب تغذيه مي شوند.
الكترودهاي تنگستن
اندازه هاي استاندارد تنگستن در مقياس ميليمتر(mm):
قطر اسمي:0.5-1-1.6 -2.4 -2-3-4-6-8.4
طول: 50-75-150-175
الكترودهاي تنگستن خالص (W)
مزايا: كم هزينه و ثبات قوس خوب با استفاده از جريان متناوب فيلتر نشده
معايب: خاصيت اشتعال ضعيف، عمر كم، كم ظرفيت براي حمل جريان الكتريسيته
الكترود تنگستن توريم دار (WT)
مزايا: عمر مصرف خوب، مناسب براي شدت جريان بالا، خاصيت اشتعال خوب
معايب: پر هزينه و ثبات قوس ضعيف در صورت استفاده از جريان متناوب فيلتر شده
خطاهاي ناشي از آخالهاي تنگستني در جوش :
در محيط جوش ناخالصي تنگستني اثر مشابهي چون شيارهاي تيز دارد در صورتيكه در سطح جوش قرار بگيرند باعث خوردگي و پيشرفت آن خواهد شد.
تماس الكترود تنگستن داغ با حوضچه جوش
تماس الكترود تنگستن داغ با سيم جوش
جريان بيش از حد الكترود تنگستن در جريان مستقيم الكترود منفي DCSP
جريان بيش از حد الكترود تنگستن در جريان مستقيم با قطبيت معكوس DCRP