تجهیزات فرآیند جوشکاری الکترود دستی
مبانی جوشکاری(بخش دوم)
تجهیزات فرآیند جوشکاری الکترود دستی
اصول جوشکاری قوسی
- شدت جریان
- طول قوس
- سرعت پیشروی
- زاویه الکترود
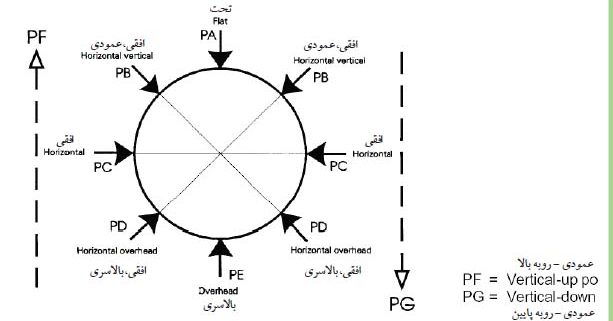
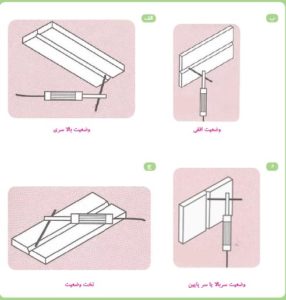
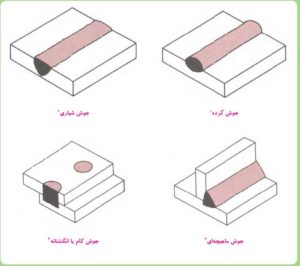
حالات اصلی جوشکاری
تجهیزات فرایند جوشکاری الکترود دستی
1- دستگاه جوش 2– الکترود 3– وسایل جانبی
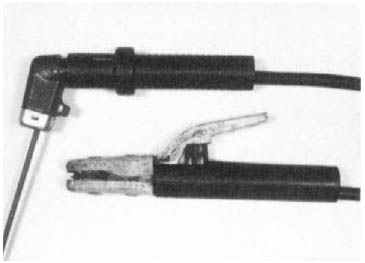
شکل زیر تصویر یک نگهدارنده الکترود را نشان میدهد.
تصویر نگهدارنده الکترود در جوشکاری برق.
دستگاه جوش: آمپر مورد استفاده بین A 51–351 میباشد، در این فرآیند تغییرات روی ولتاژ متمرکز بوده و جریان ثابت است. در جوشکاری با قوس الکتریکی از دو نوع جریان جهت تشکیل قوس میتوان استفاده کرد:
الف – جریان مستقیم(DC)
ب- جریان متناوب(AC)
جریان مستقیمDC
در این جریان جهت حرکت الکترونها در مدار همیشه در یک جهت منفی به مثبت میباشد. بنابراین جای قطب مثبت و منفی عوض نمیشود.
مزایای جریانDC
- 1. خطر برق گرفتگی کمتر است
- 2. امکان تغییر قطبیت وجود دارد.
- 3. انواع الکترودها با آن به راحتی قابل جوشکاری است
- 4. امکان جوشکاری با آمپرهای پایین وجود دارد.
- 5. برقراری قوس و پایداری آن راحتر و بیشتر است.
معایب :
- انحراف قوس وجود دارد.
- 2. دستگاههای آن نسبت بهACگرانتر است.
- ضریب بهره الکتریکی آن نسبت بهACکمتر است.
در جوشکاری با برق مستقیم دو نوع اتصال بکار می رود:
الف– اتصال با قطبیت مستقیم یا قطب منفی DCSP و یا DCEN
چنانچه الکترود به قطب منفی و قطعه کار را به قطب مثبت وصل نمائیم به آن جوشکاری با قطب مستقیم گویند. در این حالت حرکت الکترونها از الکترود به قطعه کار است و تقسیم حرارت یک سوم در الکترود و دو سوم در قطعه کار میباشد
چنانچه الکترود به قطب منفی و قطعه کار را به قطب مثبت وصل نمائیم به آن جوشکاری با قطب مستقیم گویند. در این حالت حرکت الکترونها از الکترود به قطعه کار است و تقسیم حرارت یک سوم در الکترود و دو سوم در قطعه کار میباشد DCEP و یا DCRP
ب) اتصال با قطبیت معکوس یا قطب مثبت – DCEP و یا DCRP :
درست بر عکس قطبیت مستقیم میباشد یعنی دو سوم حرارت قوس در الکترود و یک سوم در قطعه کار متمرکز میشود.
در اتصال مستقیم فلز مبنا حرارت بیشتری دیده و ذوب میشود ولی در اتصال معکوس الکترود حرارت زیادتری دیده و سریعتر ذوب میگردد. انتخاب قطبیت الکترود در جوشکاری به عوامل مختلف از قبیل جنس فلز جوش شونده، نوع جوش و همچنین جنس الکترود بستگی دارد. بطور کلی از قطب معکوس (مثبت) در مواردی استفاده میشود که حرارت زیادی روی قطعه کار لازم نباشد. مثلاً در جوشکاری ورقهای نازک فلزاتی که نقطه ذوبشان پایین است.
جریان متناوبAC
علاوه بر جریان مستقیم از جریان متناوب نیز در جوشکاری استفاده میشود. در جوشکاری با جریان متناوب با توجه به اینکه جهت جریان به تناوب عوض میشود اتصال با قطب مستقیم یا معکوس مفهومی ندارد و در نتیجه نیمی از حرارت حاصل از قوس الکتریکی در الکترود و نیمی دیگر در قطعه کار آزاد میشود.
مزایای جریانAC
1.وزش قوس الکتریکی وجود ندارد.
.2 دستگاههای آن ارزانتر و قابل حمل و نقل میباشند.
.3 ضریب بهره الکتریکی آن بالاست
معایب :
امکان تغییر قطبیت وجود ندارد.
برقراری قوس مشکلتر میباشد.
همه نوع الکترود را نمیتوان جوشکاری نمود قلیاییE7015و سلولزیE6010
با آمپرهای پایین، جوشکاری مشکل میباشد.
انواع موج در جریانAC
موج سینوسی : همیشه بایدHFروشن باشد که تولید پارازیت میکند.
موج مربعی : که دارای سر و صدای زیادی میباشد.
موج ترکیبی: شرکت فرینوس برای رفع مشکلات موجهای تولیدی بالا این دستگاه را جدیداً اختراع کرده است.
فرکانس :
در جریان متناوب تغییرات ولتاژ یا شدت جریان در جهت مثبت، از صفر شروع شده و به ماکزیمم مقدار رسیده وسپس به صفر میرسد. دوباره در جهت منفی از صفر شروع شده وبه ماکزیمم وبعد به صفر میرسد. به یک نیم سیکل مثبت و منفی یک سیکل کامل میگویند. به تعداد سیکلها در هر ثانیه هرتز گفته میشود. هر چه مقدار سیکلها در ثانیه بیشتر باشد، فرکانس آن بیشتر است.
محل اتصال الکترود با انبر در صورتیکه کثیف باشد و یا فلز شل باشد ولتاژ در محل اتصال برقرار نشده و هر چه ولتاژ کمتر باشد، شروع قوس مشکلتر و پایداری قوس کمتر است. شیشه ماسک با توجه به میزان آمپر فرآیند جوشکاری فرق میکند و اگر روی شیشه خراشیده شده باشد، برای چشم مشکل ایجاد میکند. اشعه ماوراء بنفش و مادون قرمز پخش شده در قوس به هنگام جوشکاری میتواند صدمات جبران ناپذیری به چشم و حتی پوست بدن وارد کند. هنگام تمیزکاری سطح جوش از ذرات سرباره و یا گل جوش که غالباً به کمک چکش و یا برس فولادی انجام میگیرد باید متوجه بود که این ذرات شیشهای شکل به چشم و پوست و صورت و بدن آسیب نرساند.
هوای محیط کار عملیات جوشکاری باید توسط دستگاه تهویه تمیز نگه داشته شود، که دودها و گازهای بوجود آمده برای دستگاه تنفسی مضر هستند.
اصول جوشکاری قوسی
در جوشکاری قوسی )جوش برق( چهار عامل مهم وجود دارد که تاثیر زیادی روی کیفیت جوش دارند و برای اینکه جوش خوبی بدست آید لازم است هر یک از آنها با نوع کار و وسایل مورد استفاده هماهنگ شوند. این چهار عامل متغیر عبارتند از:
1 شدت جریان.
2 طول قوس یا ولتاژ قوس.
3 سرعت پیشروی.
4 زاویه الکترود.
شدت جریان
وقتی که قوس برقرار شد و جوشکاری آغاز گردید مقدار آمپری که از مدار جوشکاری عبور میکند به شدت جریان جوشکاری موسوم است. جریان برق متناسب با قطر الکترود مصرفی روی ماشین جوشکاری میزان میشود. هر چه قطر الکترود بیشتر باشد جریان مصرفی بیشتر است. همیشه باید به میزان آمپری که سازنده الکترود توصیه کرده است، توجه گردد. ولی اگر در دسترس نباشد میتوان طبق قاعده کلی زیر عمل نمود:
“در جوشکاری با الکترودهای روپوش دار استاندارد عدد آمپر با عدد قطر بر حسب هزارم اینچ تقریباً برابر است “وقتی صحبت از قطر الکترود میشود منظور قطر مغزه آن است نه قطر روپوش الکترود.
طول قوس
طول قوس عبارت است از فاصله بین سر الکترود تا سطح قطعه مورد جوشکاری به هنگام برقراری قوس. طول قوس در نتیجه جوشکاری تاثیر بسیاری میگذارد. طول قوس با ولتاژ دو سر قوس رابطه مستقیم دارد، یعنی برای اینکه طول قوس سه برابر شود نیاز به ولتاژ سه برابر خواهد داشت.
به عنوان یک قاعده کلی طول قوس بایستی قدری کمتر از قطر الکترود مورد استفاده باشد. عملاً برای جوشکار اندازه گیری دقیق طول قوس هنگام جوشکاری مقدور نیست ولی جوشکار میتواند با گوش دادن به صدای قوس و یا تمرین و تجربه طول قوس مناسب را برقرار سازد.
سرعت پیشروی
سرعت پیشروی قوس با ضخامت فلز مورد جوشکاری، مقدار جریان و اندازه، شکل یا گرده دلخواه تغییر خواهد کرد.
برای بدست آوردن سرعت پیشروی مناسب بهتر است جوشکاری تک پاسه ساده (غیر نوسانی) جوش داده شده و با طول قوس ثابت، سرعتی در نظر گرفته شود که حوضچه مذاب تشکیل شده، دو برابر قطر الکترود باشد.
زاویه الکترود
در جوشکاری ورق حالت مسطح( حالت تخت)، الکترود بایستی عمود بر ورق باشد و در حالتهای دیگر بهتر است الکترود زاویه مورد جوشکاری را نصف نماید.
در تمرینهای جوشکاری معمولاً انحراف تا 15 درجه از آنچه گفته شد اشکالی ندارد و تاثیر زیان آوری روی ظاهر کیفیت جوش نخواهد داشت.