جوشکاری استیک
جوشکاری استیک
جوشکاری استیک یکی از پرکاربردترین فرآیندهای جوشکاری است. این یک فرآیند جوشکاری دستی است که از یک قوس الکتریکی استفاده میکند که زمانی ایجاد میشود که الکترود با فلز پایه به عنوان منبع گرمای خود تماس برقرار میکند تا الکترود مصرفی و محافظ شار محافظ آن همراه با فلز پایه ذوب شود.
نام های زیادی مانند جوشکاری چوبی، قوس فلزی دستی (MMA) و جوشکاری قوس محافظ شاردار دارد. همچنین در نظر گرفته می شود که همه کاره ترین فرآیند جوشکاری است و در مقایسه با فرآیندهای دیگر به کمترین تنظیم پیچیده نیاز دارد.
مقدمه: قطعات دستگاه جوش استیک
SMAW به دلیل توانایی آن در جوش دادن طیف گسترده ای از مواد مانند فولاد کم آلیاژ، فولاد ضد زنگ، چدن و فولاد کربن رایج، همه کاره در نظر گرفته می شود. اگرچه عمدتاً برای فولاد در جایی که بهترین ویژگی مواد را دارد استفاده می شود. SMAW همچنین دارای یک راه اندازی ساده است که آن را ارزان و قابل حمل می کند، که در آن محدودیت فقط به مهارت جوشکار محدود می شود. در این مقاله در مورد تمام جنبه های فرآیند جوشکاری SMAW صحبت خواهیم کرد.
قطعات دستگاه جوش استیک:
راه اندازی اولیه Stick Welding شامل یک شماتیک ساده است. از منبع تغذیه ترانسفورماتوری است که جریان الکتریکی مورد نیاز برای تشکیل قوس الکتریکی را در اختیار شما قرار می دهد. پسوند ترانسفورماتور اصلی دو کابل است که به عنوان آند و کاتد کار می کنند.
یک سر پلاریته به فلز پایه متصل می شود و سر دیگر آن به عنوان یک الکترود فلزی پرکننده قابل مصرف گسترش می یابد که در انتها باعث ذوب شدن و اتصال مفصل جدا شده می شود. در این بخش، هر بخش از شماتیک ماشین را تجزیه و بحث می کنیم.
- منبع تغذیه.
از آنجایی که بیشتر شبکه برق 220 ولت و 50 آمپر جریان متناوب را ارائه می دهد، قبل از اینکه بتوانیم آن را کنترل کنیم، به سادگی مواد و الکترود را می سوزاند. بنابراین، منبع تغذیه SMAW یک ترانسفورماتور کاهنده است که جریان متناوب ولتاژ بالا را به 17 تا 45 ولت با جریان حداکثر 600 آمپر تبدیل می کند.
دستگاه جوشکاری قدیمی و سنتی SMAW از سیم پیچ برای تبدیل ورودی استفاده می کند، در حالی که دستگاه جوش مدرن از یک اینورتر برای تامین جریان مورد نیاز استفاده می کند. منبع تغذیه به گونه ای دستکاری می شود تا جریان نسبتاً ثابتی با ولتاژ متغیر تولید کند. این وجود دارد تا اجازه دستکاری قوس را بدهد تا گرمای ورودی ثابت تولید کند.
از آنجایی که SMAW شامل استفاده از الکترود مصرفی است، ثابت نگه داشتن طول قوس به طور مداوم بسیار غیرممکن است، و اگر به دلیل تنظیم جریان ثابت نباشد، گرمای ورودی به طور چشمگیری تغییر می کند و بنابراین کنترل قوس را دشوارتر می کند.
- کابل های فرمت.
در دستگاه جوش استیک، 2 کابل اصلی وجود دارد که عملکردهای متفاوتی را انجام می دهند. در حالی که در واقع، نقش آند و کاتد می تواند یک مبادله باشد، پیش فرض قطبیت مستقیم است که در آن کابل الکترود یک آند و گیره زمین یک کاتد است. قطبیت و تاثیر آن در قسمت پارامتر بیشتر مورد بحث قرار خواهد گرفت. کابل ها به جز افزایش بار الکتریکی از منبع تغذیه، کار دیگری ندارند.
- نگهدارنده الکترود / مشعل.
در حالی که قطب دارای بار مثبت به سادگی از طریق یک گیره متصل می شود، قطبی با بار منفی به نگهدارنده الکترود متصل می شود. نگهدارنده یک دسته الکترود با طراحی ارگونومیک است که می توان آن را تغییر داد تا الکترود را در یک زاویه متفاوت نگه دارد.
برخی از مدل های نگهدارنده مخصوصاً به 90، 45 و 0 درجه تغییر محدود می شوند، اما مدل مدرن و به ویژه گران قیمت قبلاً از گیره چرخشی استفاده کرده است تا جوشکار بتواند از زاویه جوشکاری متنوع تری استفاده کند.
در حالی که معمولاً معمول نیست، برخی از نگهدارندههای الکترود دارای سیستم خنککننده داخلی نیز هستند. مشعل جوشکاری SMAW در مقایسه با سایرین بسیار انعطاف پذیر است و می تواند تقریباً به هر گوشه ای که دسترسی به آن سخت است برسد.
- الکترود.
الکترود ذوب فرآیند جوشکاری چوب
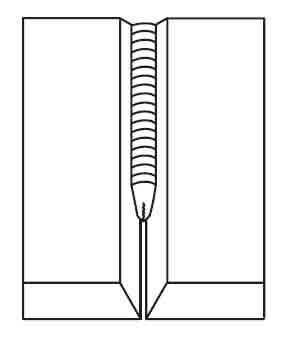
الکترود مورد استفاده در این فرآیند منحصر به فرد است و فقط برای این فرآیند تولید شده است و در اندازه های مختلف قطر وجود دارد. جایی که فلز پرکننده که از همان ترکیب فلز اصلی ساخته شده است با لایه ای از شار محافظت می شود. این لایه شار بعداً همراه با قوس و فلز مذاب می سوزد.
تشکیل لایه ای از گاز که فلز مذاب را از محیط خطرناک محافظت می کند. علاوه بر آن، شار محافظ همچنین به تثبیت قوس برای جوشکاری آسانتر کمک میکند و به عنوان یک اکسیدکننده عمل میکند زیرا جامد میشود و تبدیل به سرباره میشود که لایه بالایی جوش است که میتواند جدا شود و همچنین میتواند یک عنصر آلیاژی را وارد دستگاه کند. فلز جوش
انجمن جوشکاری آمریکا (AWS) الکترودهای مختلف SMAW را طبقه بندی و آنها را کدگذاری کرد. کدگذاری بر اساس استحکام کششی سیم هسته، موقعیت جوشکاری توصیه شده و لایه محافظ شار اعمال شده است. برای کدنویسی شکل 4 را ببینید.
کدنویسی بسیار مهم است. به غیر از شناسایی آسانتر، از کدنویسی به عنوان مرجع دست اول برای انتخاب فلز پرکنندهای استفاده میشود که مناسبترین فلز پایه شما باشد.
اکثر مردم ابتدا مقاومت کششی فلز پرکننده را با مقاومت کششی فلز پایه مطابقت می دهند. قانون اساسی این است که فلز پرکننده باید استحکام کششی بیشتری نسبت به فلز پایه داشته باشد تا مخلوط جوش قویتری بین این دو حاصل شود. پس از اینکه پارامتر مقاومت کششی منطبق را پیدا کردند، با ارزیابی موقعیت جوشکاری که مورد استفاده قرار می گیرد، ادامه خواهند داد.
با عدد 1 به این معنی است که الکترود برای همه موقعیت ها قابل استفاده است، شماره 2 به این معنی است که فقط برای جوشکاری صاف و افقی است، عدد 3 به این معنی است که فقط برای جوشکاری صاف و شماره 4 برای جوشکاری عمودی به پایین است.
در نهایت، آنها به لایه محافظ شار استفاده شده در الکترود اشاره خواهند کرد. زیرا شار می تواند کیفیت جوش را بسیار تحت تاثیر قرار دهد و برخی شارها حتی نیاز به درمان خاصی دارند. به عنوان مثال مانند شار مبتنی بر هیدروژن کم، یک شار دافع هیدروژن موثر که باید در داخل کوره الکتریکی پخته شود تا بتوان از آن حداکثر استفاده را کرد. جدول 1 توضیح کافی در مورد تفاوت در هر کد شار به شما می دهد.
پارامتر جوش استیک:
جریان و ولتاژ جوش.
قطبیت در جوشکاری چوبی
سرعت سفر و تکنیک جوشکاری چوب
پارامترهای جوشکاری متغیرهایی هستند که می توان آنها را دستکاری کرد تا به نتیجه مطلوب از جوشکاری دست یافت. حتی در میان فرآیند جوشکاری قوس الکتریکی، متغیرها ممکن است با هر فرآیند متفاوت متفاوت باشند. لیست زیر متغیرهای مهم در فرآیند جوشکاری استیک و توضیح کوتاهی از تأثیر تغییر پارامتر است.
- جریان و ولتاژ جوش.
همانطور که در بالا ذکر شد، فرآیند جوشکاری استیک از جریان الکتریکی ثابت استفاده می کند، بنابراین پارامتری که می توان تغییر داد فقط جریان الکتریکی است. ولتاژ اجازه دارد برای جبران طول قوس نوسان کند، بنابراین در پایان زمانی که طول قوس تغییر می کند، ولتاژ نیز تغییر می کند تا حرارت ورودی تا حد ممکن ثابت بماند.
این تغییر بین محدوده های 17 تا 45 ولت است، جایی که خارج از آن محدوده، قوس به سادگی ناپدید می شود. اصلاح جریان جوشکاری در این اصطلاح انعطاف پذیرتر است. عواملی که هنگام تصمیم گیری میزان آمپری که جوشکار استفاده می کند در نظر گرفته می شود: قطر الکترود، ضخامت فلز پایه و موقعیت جوش.
برخی از جوشکاران نیز استفاده از جریان جوشکاری کمی بالاتر از حد تخمین زده شده را توصیه می کنند تا امکان نفوذ بیشتر و جوشکاری سریعتر برای انجام سریعتر کار فراهم شود. تنظیم نادرست جریان جوش می تواند فاجعه آمیز باشد، خواه خیلی کم باشد یا خیلی زیاد. اگر جوشکار نتواند جبران قوس غیرقابل کنترل را پیش بینی کند، ناپیوستگی یا حتی نقص ممکن است رخ دهد.
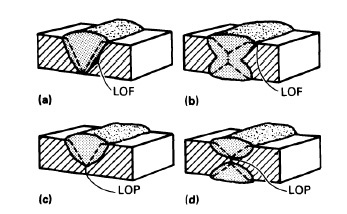
جریان نسبتاً کم جوشکاری منجر به گرمای ورودی کمتری میشود، اگرچه کنترل قوس آسانتر است، اما خطر ناپیوستگیهایی مانند گنجاندن سرباره، تخلخل، نفوذ ناقص و عدم ذوب نیز وجود دارد.
این ناپیوستگی ها عمدتاً قابل قبول نیستند، بنابراین باید با برداشتن جوش دوباره کار شود و سپس دوباره جوش داده شود که تلاش اضافی دیگری است که واقعاً باید از آن اجتناب کنید. استفاده از جریان جوش بالاتر مطمئناً به شما کمک می کند تا از این ناپیوستگی ها جلوگیری کنید. با این حال، لزوماً شما را از عیوب خلاص نمی کند، زیرا وقتی از جریان جوشکاری بالاتری استفاده می کنید، الکتریسیته فرارتر خواهد بود و کنترل آن را سخت می کند.
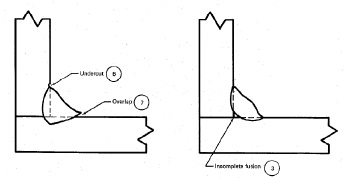
گرمای بیش از حد ورودی نیز به همان اندازه مشکل ساز است. یک پارامتر جوش غیر ضروری بالا منجر به ناپیوستگی هایی مانند برش، پاشش بیش از حد، سوختگی و تغییر شکل می شود. کلید تعیین بهترین جریان جوشکاری این است که متوسط باشید و محدودیت های خود را بدانید.
- قطبیت در جوشکاری چوبی.
قطبیت الکتریکی بر محل غلظت گرما تأثیر می گذارد. از آنجا که الکترون از قطب منفی به قطب مثبت جریان می یابد، گرما به قسمتی که در معرض قطبیت مثبت قرار می گیرد متمرکز می شود.
دستکاری قطبیت می تواند در برخی موارد جوشکاری به ویژه جوشکاری آلومینیوم بسیار مفید باشد. در SMAW و بیشتر فرآیندهای جوشکاری، 3 نوع قطبیت وجود دارد: جریان متناوب (AC)، الکترود مثبت (DCEP) و الکترود منفی (DCEN). بیایید ابتدا در مورد قطبیت DC صحبت کنیم، در اینجا می توانیم DCEP یا DCEN را انتخاب کنیم.
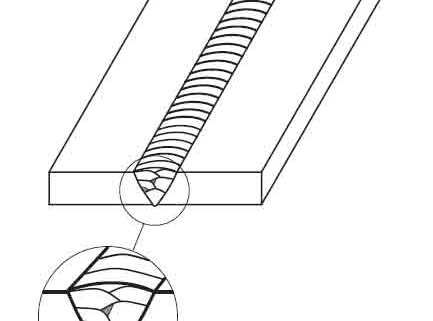
DCEP یا جریان مستقیم الکترود مثبت به عنوان DCRP یا قطب معکوس جریان مستقیم نیز شناخته می شود، زمانی است که شما قطب مثبت را در الکترود خود قرار می دهید تا 2/3 گرما در الکترود شما متمرکز شود. با چنین شرایطی، گرما باعث نفوذ بیشتر در تبادل دانه های باریک تر می شود.
DCEN یا جریان مستقیم منفی الکترود به عنوان DCSP یا قطب مستقیم جریان مستقیم نیز شناخته می شود، زمانی است که قطبیت منفی را در الکترود خود قرار می دهید تا 2/3 گرما در فلز پایه متمرکز شود. این نفوذ زیادی ایجاد نمی کند، اما مهره جوش گسترده تر خواهد بود.
در همین حال، AC یا جریان متناوب نوعی ترکیبی بین دو قطب DC است. زیرا قطبیت در AC دائماً بین 50 تا 100 بار در ثانیه تغییر می کند. ایجاد نفوذ متوسط همراه با عرض متوسط فلز مذاب.
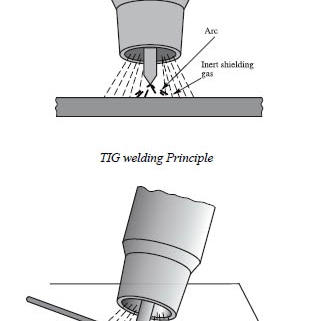
اگرچه تغییر قطبیت در فرآیند جوشکاری چوبی چندان مهم نیست، اما در نوع دیگری از جوشکاری مانند جوشکاری GTAW آلومینیوم، قطبیت های مختلف می تواند به فرآیند جوشکاری کمک کند.
- سرعت سفر و تکنیک جوشکاری چوب.
سرعت سفر و تکنیک جوش پارامتری است که هیچ کلیدی برای تغییر ندارد و تنها به عملکرد جوشکار بستگی دارد. با این حال، هنوز هم قابل ذکر است زیرا می تواند بر نتیجه جوشکاری نیز تأثیر بگذارد.
جریان جوش نادرست همراه با تکنیک جوشکاری نادرست منجر به تصاویر جوشکاری فاجعهبار میشود و مطمئناً به اخراج شما از کارگاه جوشکاری کمک میکند.
نتیجه
به طور خلاصه، فرآیند جوشکاری استیک بهترین دوست شماست زمانی که باید یک کار جوشکاری را با کمترین تلاش به پایان برسانید. این یک شماتیک نسبتا ساده دارد، بنابراین در صورت نیاز به تحرک بالا هنگام جوشکاری در محل، مطمئناً مانع شما خواهد شد. فقط باید مقداری کابل را جدا کنید، دستگاه را حرکت دهید، کابل را دوباره نصب کنید، سپس می توانید درست مانند یک دستگاه جوش دوشاخه جوش دهید.
تسلط بر پارامترها نیز نسبتاً آسان است، یک دقیقه پس از خواندن دفترچه راهنمای دستگاه، تمام اطلاعاتی را که برای کار با دستگاه نیاز دارید، در اختیار شما قرار می دهد. با وجود همه اینها، SMAW به دلیل ایراداتی که دارد، دستگاه جوشکاری رویایی شما نیست. درست مانند اینکه همه چیز ناقص است، این فرآیند جوشکاری را نیز انجام دهید.
فرآیند جوشکاری استیک یک فرآیند کاملاً دستی است، بنابراین قبل از اینکه بتوانید جوش باکیفیت تولید کنید، باید کمی تمرین کنید. طول تک جوش نیز به طول الکترود محدود می شود. هنگامی که الکترودهای شما تمام شد، باید توقف کنید تا الکترود سوخته خود را دوباره پر کنید. ناگفته نماند که این یک فرآیند نسبتا کثیف با تمام سرباره جامد شده در بالای فلز جوش شما است.
شما واقعاً می خواهید آن سرباره را قبل از شروع یک گذر دیگر در بالای جوش مذکور حذف کنید، در غیر این صورت با ورود سرباره به مشکل برخورد خواهید کرد. یکی دیگر از نکات منفی پاشش بیش از حد در این فرآیند است. بنابراین شما باید در مورد استفاده از پارامترهای بالا تجدید نظر کنید زیرا باعث ایجاد پاشش بیشتر می شود.
با همه آنچه گفته شد، این کار مانع از عالیترین فرآیند جوشکاری نمیشود. این نسبت قیمت به کیفیت و تطبیق پذیری خوبی دارد. من شرط می بندم که این فرآیند در آینده قابل پیش بینی رها نخواهد شد و پیشرفت ها باعث افزایش بقای این روش جوشکاری قابل اعتماد خواهد شد.















































 کاری
کاری